Технология литого булата
Технология литого булата

Как уже отмечалось, булатная сталь характеризуется чрезмерно высоким содержанием углерода. Обыкновенные оружейные, инструментальные и иные стали имеют этот важнейший показатель на уровне 0,3-1,5%. За нижним пределом располагаются марки, необоснованно называемые в повседневном быту простым железом. Закалить их невозможно. Верхний предел ограничен диаметрально противоположным качеством - излишней хрупкостью. Введение легирующих добавок в значительной мере снимает эту проблему, и как раз поэтому лучшие марки хромистых, молибденовых и тому подобных сталей вплотную приближаются к булатам.
Анализ показал, что индийский булат содержит до 2,1% углерода, оставаясь притом отменно вязким, что вступает в противоречие с обычной закономерностью. Разгадать секрет пытались многие видные ученые, в том числе Майкл Фарадей, сам сын кузнеца. В 1819 году, еще до изобретения им электродвигателя и генератора, он изучал образцы булатной стали и пришел к выводу, что ее свойства обусловлены наличием небольшого количества кремния и алюминия. Несмотря на то, что вывод был ошибочным, статья Фарадея вдохновила Ж. Р. Бреана, пробирного инспектора Парижского монетного двора, провести цикл экспериментов, в ходе которых он вводил в сталь малые дозы различных элементов.
Как мы видим, все усилия прилагались в русле, так сказать, рецептурном, что являлось заблуждением, поскольку (теперь это известно точно) булат есть чистый сплав железа с углеродом и ничем более. Но именно Бреан в 1821 году первым высказал догадку, что необычными свойствами булат обязан высочайшему содержанию углерода. Он установил, что структура булата имеет светлые участки «науглероженной стали» на темном фоне, который он назвал просто «сталью». Удивительно, но Бреану удалось изготовить клинки с узором как у дамасской стали, однако до конца дней он так и не дал объяснения своему способу. Более того - он не смог понять важности последовательных операций в используемом им процессе. Только на исходе XIX века, когда были изучены фазовые превращения, происходящие в стали, и установлена их зависимость от температуры и содержания углерода, были заложены предпосылки для полного научного объяснения структуры булата. Но и теперь, когда фазовая диаграмма железо/углерод прекрасно отработана, процесс изготовления дамасской стали считается открытием, и может быть запатентован.
Если прежние энтузиасты этого феномена действовали вслепую, пытаясь интуитивным путем воссоздать капризную технологию, то современные американские исследователи подошли к вопросу основательно, во всеоружии научной аппаратуры и специальных знаний. Д. Уодсворт и О. Шерби (на деле являющийся нашим соотечественником по фамилии Щербина) заинтересовались получением классического булата, изучая новейшие сверхвысокоуглеродистые стали. Такие марки редко находят применение, так как считаются излишне хрупкими. Однако высокая вязкость дамасской стали является неоспоримым фактом. Предположив, что изначальную хрупкость можно убрать соответствующей механической обработкой, хитрые американцы в лаборатории Стэнфордского университета смогли получить образцы, совместившие твердость с вязкостью при комнатной температуре. Удалось также воспроизвести узор Дамаска. Что касается самих операций, то они совершенно аналогичны тем, что применялись в кузницах Востока.
Хотя самое раннее описание булатных клинков относится к 540 году, использовались они гораздо раньше, еще во времена Александра Македонского. Индия активно торговала дорогим сырьем, поставляя мастерам маленькие, размером с хоккейную шайбу, слитки («хлебцы») - так называемый «вуц». Географическое распространение булата в основном совпадает с путями распространения мусульманской религии. В древней Руси булат именовали словом «хоролуг»или «харалуг» (см. далее). С конца XV века в обиход вошло слово «булат» (персидское «пулад»). Например, такое наименование мы находим в грамоте князей Ивана Борисовича и Федора Борисовича Высоцких за 1504 год, где упоминается «сабля булатная гирейская».

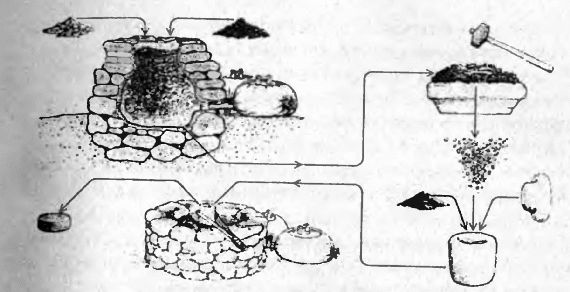
Приготовлялся булат из двух компонентов - сырого железа и древесного угля в качестве поставщика углерода (гораздо лучше для этого подходит чистый графит, каковым пользовался в своих опытах П. П. Аносов). Однако сначала нужно было иметь это самое железо. Его получали обычным способом восстановления из железной руды посредством удаления кислорода в результате реакции все с тем же древесным углем. Руда и уголь перемешивались, и в толще этого слоя происходило горение. Дутье обеспечивалось с помощью кузнечных мехов, что поднимало температуру выше 1200 °С. В зависимости от количества угля конечным продуктом становилось либо губчатое железо, либо чугун с содержанием углерода свыше 4%. Соответственно, индусы получали вуц, или добавляя углерод к железу, или отнимая его излишек у чугуна. Второй способ невразумителен, тогда как первый вполне поддается научному обоснованию.
До того как загружать компоненты в тигель, губчатое железо проковывалось молотом. Этим добивались уплотнения металла и некоторой его очистки, так как удары молота «выколачивают» примеси, оставляя вполне добротный Fe.
Именно поэтому данный ингредиент называют также «сварочным железом». Маленький (диаметром 8 и высотою 15 см) тигель из огнеупорного материала должен был обеспечить полную изоляцию содержимого от внешнего атмосферного воздуха, несущего гибельный кислород. Герметизация достигалась путем плотной посадки крышки и последующей обмазки глиной. При температуре 1200 °С железо еще остается в твердом состоянии, но его кристаллы уже приобретают гранецентрированную кубическую форму. Атомы углерода свободно диффундируют в железо, образуя аустенит. Добавка углерода снижает температуру плавления. Поэтому, как только его концентрация в поверхностном слое кусков железа достигает 2%, они покрываются тонкой пленкой жидкого белого чугуна. Появление расплава определялось по характерному хлюпающему звуку при встряхивании тигля. Это говорило о том, что значительное количество углерода уже успело раствориться.
После этого тигель очень медленно охлаждали. Слово «очень» не вполне точно передает черепаший темп данного процесса, так как охлаждение длилось несколько дней. Такие скорости обеспечивали равномерность распределения углерода в стали, с концентрацией порядка 1,5-2%. Когда температура опускалась ниже 1000 °С, часть углерода выпадала из расплава, образуя сетку цементита Fe3C вокруг зерен аустенита. Поскольку при медленном охлаждении аустенитные зерна вырастают до изрядных размеров, сетка получается довольно, крупноячеистой. Именно она создает пресловутый узор на поверхности клинков (здесь кроется парадокс: современные теория и практика свидетельствуют, что рост кристаллов приводит к резкому снижению механических характеристик, поэтому одной из приоритетных задач термообработки является измельчение структуры).
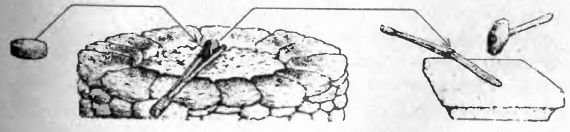
Вот схематичное изображение процесса, результатом которого становился небольшой слиток истинного булата:
Основой для понимания происходящего служит стандартная фазовая диаграмма состояний сплава «железо/ углерод» в зависимости от температуры и количественного соотношения компонентов:
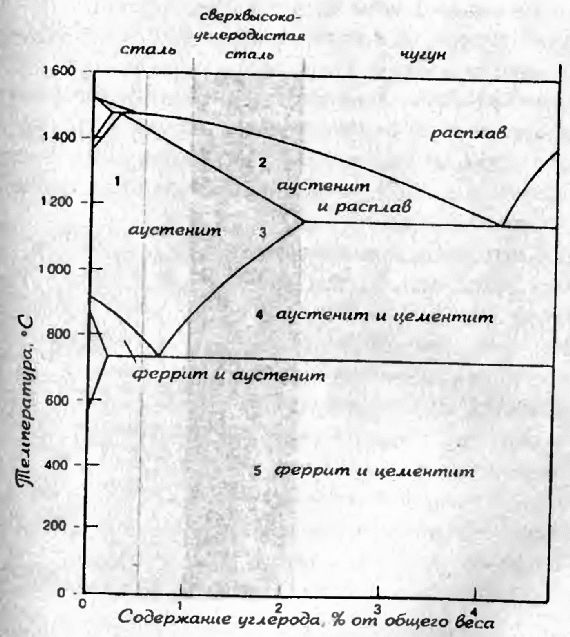
* при нагреве в тигле сварочное железо переходит в гранецентрированный аустенит (1);
* углерод начинает растворяться в поверхностных слоях железа, и, как только его содержание достигнет 2%,
на поверхности зерен появляется пленка жидкого белого чугуна (2);
* в процессе медленного охлаждения углерод диффундирует в толщу железа, образуя сталь с содержанием 1,5-2 % (3);
* по мере падения температуры углерод высаживается по границам зерен аустенита в виде цементитной сетки (4).
Белые линии дамасского узора являются следами этой сетки;
* при температуре ниже 727°С происходит превращение аустенита в феррит с образованием чередующихся слоев цементита и феррита (5).
Клинок закаливали путем нагрева несколько выше этой температуры и быстрого охлаждения, при котором аустенит превращается в твердый мартенсит.
Таким образом, закаленный булат представляет собой композицию из чрезвычайно прочного мартенсита и предельно твердого и хрупкого цементита. Но - непрерывность цементитной сетки создает благоприятные маршруты для разбегания трещин, порождая в итоге зловредную хрупкость. Если же ковкой или вальцовкой разбить сетку на отдельные фрагменты, мы получим прекрасный материал, армированный включениями сверхтвердого цементита. Анализ сохранившихся дамасских клинков показывает, что они подвергались интенсивной ковке, при которой исходная толщина уменьшалась в 3-8 раз.

Проблема в том, что булатную заготовку нельзя нагревать свыше 850 °С, так как при этом начинается вторичное растворение цементита в аустените, а сам металл становится, как ни странно, хрупким, пребывая в раскаленном состоянии. В этом причина фатальных неудач европейских мастеров, пытавшихся работать с булатом - они по привычке нагревали бесценный слиток добела, и происходило то, о чем писал Бреан: «При белом калении дамасская сталь крошится, как стекло». На самом же деле, максимум пластичности булата приходится на диапазон температур 650-850 °С. Так выглядит лишь один из хитроумных секретов, присущих технологии булата, причем далеко не самый таинственный. Реально существует множество подобных «заморочек», которые нужно просто знать, и которые почти не поддаются интуитивному постижению, иначе дамасскую сталь давным-давно получали бы во всем мире тоннами. Пускай древняя плавильня и кузница выглядели убого, а инструменты были самыми примитивными - этого хватало, поскольку главным оставался багаж бесценной информации, передаваемой из рук в руки.
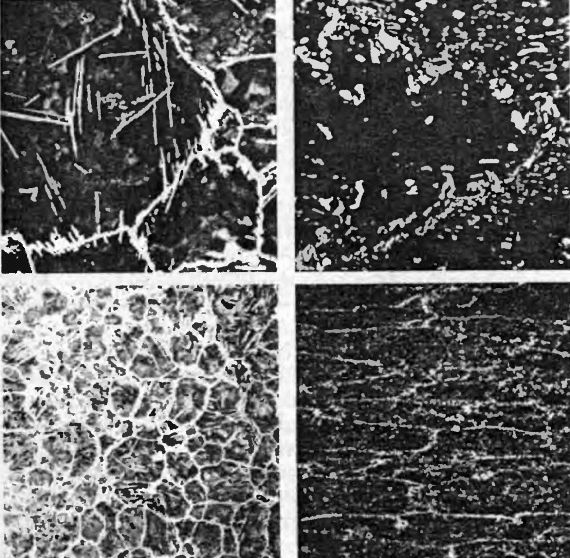
Тем не менее, американским ученым удалось воссоздать технологическую цепочку, используя в качестве опытного образца современные марки сверхвысокоуглеродистой стали. Эксперименты показали, что при температуре 850 °С слитки с содержанием углерода до 1,9% проявляют чрезвычайную пластичность, легко выдерживая деформации обжатия в вальцах. Ниже - микрофотография структуры металла до (слева) и после (справа) прокатки. Структура показана с увеличением в 130 раз (вверху) и в 6 раз (внизу). До прокатки сетка цементита была непрерывной, с одинаковыми размерами ячеек. После обработки сетка разрушилась на отдельные фрагменты и заметно вытянулась в направлении вальцовки. Результат - металл, как и следовало ожидать, приобрел замечательную пластичность.
Здесь необходимо оговориться и подчеркнуть принципиальный момент - литой булат априори обладает внутренним строением, дающим впоследствии пресловутый поверхностный узор, тогда как искусственный сварочный Дамаск обретает узор за счет наслоений.
Издревле знатоки и ценители определяли качество булатных клинков по величине, форме и цвету рисунка. Размер его может быть крупным (достигающим толщины нотных значков), средним (не толще обыкновенного письменного почерка) или едва заметным. По цвету грунта различали три сорта булата - серый, бурый и черный. Чем грунт темнее, а узор контрастнее, тем выше ценился булат. Черный грунт бывает в твердых булатах с особо высоким содержанием углерода. Кроме того, различали еще отливы, красные и золотистые, которые клинок давал (или не давал) в косых лучах света. Более всего ценился крупный, золотистый узор по черному или красноватому фону. Впрочем, цветовая гамма в значительной мере обусловливалась способом вытравки и рецептурой растворов, о чем речь пойдет ниже.
Согласно классификации П. П. Аносова, главнейшие сорта булата таковы:
Полосатый…Шам и Эски-Шам;
Струистый…Шам;
Волнистый…Куш-Гынды, Кирк-Нардубан, Сари-Гынды, Кара-Табан;
Сетчатый…Табан, Хороссан, Кара-Хороссан, Нердебан, Кермани, Деши;
Коленчатый…Эркек-Табан, Лагори-Хороссан, Баяц-Хороссан, Лагори-Нейрис;
Хороссан» - название персидской провинции, «Табан» означает сетчатый булат, «Шам» - турецкое название Сирии, «Куш-Гынды» - «индийская волна», и так далее.
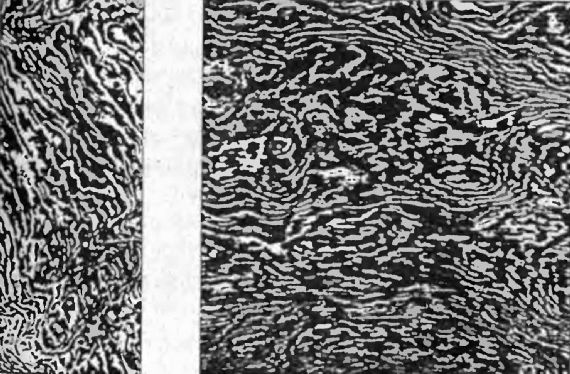
Вот два примера поверхности истинного булата:
Полосатый рисунок состоит из прямых линий, почти параллельных между собой. Это низший сорт.
Струйчатый рисунок имеет криволинейные включения между параллельными линиями. Это средний сорт. Если кривых линий больше, чем прямых, говорят о волнистом булате. Если кривые линии простираются по всем направлениям, а прямолинейные участки совсем коротки - это сетчатый рисунок. И, наконец, рисунок, проходящий по всей ширине клинка и повторяющийся по его длине, именуется коленчатым. Сетчатый и коленчатый - наилучшие сорта. Ритмичный повтор узора образует пресловутую «лестницу Магомета», своеобразный «знак качества» изделия.
Эта устоявшаяся система оценки булатных полос просуществовала века, загадав нам еще одну загадку из множества других, присущих таинственному материалу.
Дело в том, что, согласно современным теоретическим представлениям в металловедении, наиболее прочными и вязкими сталями являются те, что имеют меньшие размеры зерна. Отсюда следует парадоксальный вывод - наилучшими булатными клинками должны быть те, которые вовсе не дают «дамасского» рисунка, хотя традиционно такой узор как раз и служил мерилом качества, косвенным признаком высокого содержания углерода и умелой ковки. А хорошая ковка, как мы теперь знаем, является залогом хорошей вязкости. Однако заметный глазу узор получается только в том случае, если частицы цементита достаточно велики и распределены неравномерно в толще металла, тогда как именно от клинков с микроструктурой, не дающей видимого узора, и следовало бы ждать неких выдающихся кондиций.
Для проверки своих идей американцы пытались воспроизвести дамаск в лабораторных условиях. Небольшую стальную отливку с содержанием углерода 1,7% нагревали до светло-желтого свечения (1150 °С) и выдерживали при такой температуре 15 часов. За это время избыточный углерод растворялся в железе, образуя крупноячеистую структуру аустенита. Затем слиток охлаждался со скоростью примерно 10°С в час. При таком постепенном охлаждении образовывалась непрерывная грубая сетка цементита по границам аустенитных зерен. Слиток вторично нагревали до 800°С и раскатывали с восьмикратным обжатием по толщине. В результате этой операции, имитирующей ковку молотом, зерна вытягивались в направлении прокатки, и карбидная сетка разрушалась. Травление поверхности кислотой, разъедающей только железную основу и не действующей на карбиды, выявляло дамасский узор, видимый невооруженным глазом.
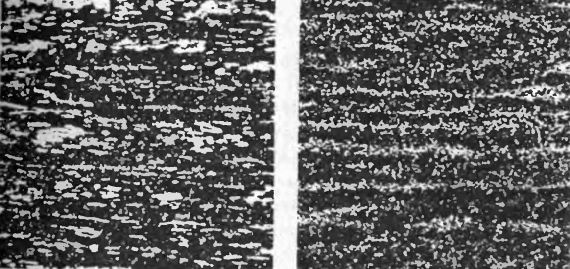
Легко заметить идентичность картинок, говорящую о сходстве процессов обработки. Цементитная сетка сжата примерно одинаково, расстояние между слоями составляет около 100 мкм, но прокатанная сталь имеет не такой сложный узор, как кованная:
Предположение, что мелкокристаллические, не дающие рисунка булаты могут иметь более высокие механические характеристики, также полностью оправдалось.
Описанный выше способ получения настоящей булатной стали, вероятно, является лишь одним из многих, которыми могли пользоваться древние мастера. Скорее всего, существовало несколько конкретных вариаций общего принципа, дающих схожие результаты. Можно даже полагать, что на Среднем Востоке умели получать и сверхвысокоуглеродистую сталь, не имевшую дамасского узора. Ученые добились этого путем прокатки стального слитка, нагретого до 1100°С. Во время прокатки слиток постепенно охлаждался с переходом через фазу «аустенит/цементит». Давление вальцов вызывало измельчение аустенитных зерен и выделение цементита в виде мелких, равномерно распределенных частиц, а не грубой сетки. Обработанный металл не имел поверхностного узора.
Полученные таким образом сверхвысокоуглеродистые стали без рисунка имеют при комнатной температуре более высокие показатели прочности и вязкости, чем большинство из применяемых в машиностроении. При температурах же порядка 600-800°С они сверхпластичны, то есть ведут себя подобно аморфным материалам, например, расплавленному стеклу. Это позволяет формовать из них детали сложных очертаний, такие, как шестерни, при минимальных затратах на обработку и используя методы массового производства, что открывает самые широкие возможности для промышленного применения булатных сталей.
Может быть, именно эти светлые перспективы вдохновили Павла Аносова заняться в свое время исследованием дамасских сталей? Так или иначе, но в 1841 году он опубликовал в «Горном журнале» статью «О булатах», в которой подвел, краткий итог многотрудной работы. По его мнению, условия для получения качественного булата таковы:
* лучший уголь, дающий наименее шлака (например, сосновый)
* плавильная печь из огнеупорного кирпича
* огнеупорные тигли, не дающие трещин
* лучшее железо, обладающее высшей ковкостью и тягучестью
* чистый самородный графит
* пожженные кварц и доломит
* сильнейший жар во время плавки
* наибольшее время плавки
* медленное охлаждение тигля
* наименьший нагрев при ковке
Шихта Аносова включала в себя 12 фунтов тагильского железа, 1 фунт графита и 1/3 фунта доломита. Нагрев при ковке - не более «мясокрасного». Как видим, аносовский процесс почти полностью совпадает с описанным выше, на практике же он давал отменные результаты. Полученные таким способом клинки не только не уступали индийским, но во многих случаях превосходили их. До сих пор в музее города Златоуста хранятся подлинные изделия, вышедшие из рук самого Павла Петровича, и они действительно наделены всеми легендарными свойствами, что так любят живописать литераторы и кинематографисты. Эти клинки с легкостью выполняют ставшие хрестоматийными действия, посредством которых веками проверялось качество булата. Сам Аносов перерезал в воздухе газовый платок, чего нельзя было проделать самым острым английским клинком. И точно так же хлесткий удар сабли рассекал надвое стальной пруток диаметром до 12 мм, уложенный на чурбак.
В те времена булатный клинок стоил примерно 200 рублей, что являлось огромной суммой, а некоторые выдающиеся изделия оценивались вовсе баснословно. Хорошим булатом одним ударом отсекали голову быку - при этом кровь должна была оставлять ярко-красный след, но не черные пятна. При всем при том, если верить дошедшим до нас сведениям, даже Аносову, несмотря на отлаженный, казалось бы, технологический процесс, удача улыбалась отнюдь не всякий раз. При совершенно одинаковой загрузке тиглей, температурных режимах и прочих тонкостях, в силу неведомых причин, ничегошеньки не получалось, тогда как и до, и после злосчастного дня проблем не возникало. Вероятно, существует целый ряд совсем уже специфических нюансов вполне мистического порядка, несоблюдение которых ведет к провалу. В конце концов, у здравствующих ныне знаменитейших японских мастеров, официально объявленных «Живым национальным сокровищем», наблюдается та же картина. При всем их безграничном опыте и тренированной интуиции, примерно половина вновь откованных и закаленных клинков уходит в брак, притом именно на стадии закалки. Подняться выше фатального предела не удалось еще никому. Возможно, отбракованные изделия могли бы украсить собой чью-то коллекцию, поскольку это не полный хлам в нашем понимании, но для мастера экстра класса все, что не идеально, не имеет права не существование. Вполне вероятно, что и наш соотечественник Аносов руководствовался когда-то аналогичными критериями.
Отличить булатный клинок от обыкновенного стального несложно - в то время как последний непременно сияет холодным селедочным блеском, гладким и скользким, как слюда, настоящий булат темен и невзрачен. Это вблизи можно бесконечно долго любоваться кружевом дамасского узора, но на расстоянии его поверхность лишь тускло отсвечивает серым, красноватым или синим оттенком. Вероятно, именно поэтому возникла столь популярная сказка о волшебных клинках небесно-голубого цвета, прекрасных, точно молния. Судите сами - рисунок проявляется исключительно за счет травления металла кислотой или железным купоросом. Едкий раствор не затрагивает цементит, но вступает в реакцию с железом основы. Разумеется, при этом мы получаем некую фактуру, то есть ландшафт, состоящий из низин и «горных цепей». Соответственно, ни о какой зеркальной полировке не может быть речи, иначе не видать и узора. Поэтому большинство булатных клинков кажутся серыми с легким матовым отливом. По характеру рисунка также не составляет труда отличить настоящий булат от сварочного, но об этом, как и о тонкостях термической обработки, мы расскажем в другой главе.
Прежде чем поставить точку, хотелось бы предостеречь от вполне оправданной иллюзии, будто тайна дамасской стали перестала быть тайной, а сундуки с древними знаниями и секретами стоят, зияя распахнутыми крышками. Увы, увы… Да, пытливым американцам удалось восстановить одну из возможных технологических цепочек, добившись притом интересных результатов. Но, будучи людьми трезвыми, они сами же написали в отчете, что до сих пор метод получения классического индийского булата считается открытием и может быть запатентован. Тем самым они не признали за собой права назвать цикл удачных экспериментов громким словом «открытие». Очень может быть, что подобной чести удостоился бы Павел Аносов, поскольку, поняв секрет получения булата, он опередил в этой области всех ученых Европы, дотоле безуспешно работавших в данном направлении - это французы Клуэ и Дегран-Гюржей, итальянский профессор из Милана Кривелли, англичане В. Дюпейн, Стюарт и Фарадей, и многие другие. (Н. Т. Беляев. «Булаты»).
Но триумф угас практически сразу по его смерти в 1851 году. Теперь сложно судить о причинах столь стремительного забвения. Скорее всего, как оно и бывает в жизни, роль незаурядной личности оказалась решающей, и попросту не нашлось последователя с таким же потенциалом энтузиазма и пробивной силы. Кто знает? В конце концов, печальная чаша не миновала и самый оплот булата - Индию. Тогда же, окрыленный успехами, Аносов писал:
«Оканчиваю сочинение надеждою, что скоро наши воины вооружатся булатными мечами, наши земледельцы будут обрабатывать землю булатными орудиями, наши ремесленники - выделывать свои изделия булатными инструментами; одним словом, я убежден, что с распространением способов приготовления и обработки булатов они вытеснят из употребления всякого рода сталь, употребляемую ныне на приготовление изделий, требующих особенной остроты и стойкости».
Его предсказания не сбылись. И в наши дни огромные возможности сверхвысокоуглеродистых сталей остаются невостребованными. Хотелось бы думать, что рано или поздно положение изменится к лучшему, и технология получения булатной стали будет достоянием промышленности, подтверждая тем самым древнюю истину, гласящую, что «Все новое - это хорошо забытое старое». А пока нам остается созерцать дожившие до XXI столетия образцы гения прошедших времен, благо в музейных экспозициях по всему миру их сохранилось достаточное количество. Это бесценный фонд, являющийся достоянием всего грешного человечества, столь падкого до смертоносных вооружений. Но, право - эти зловещие орудия войны настолько прекрасны в гармонии изящества и выверенной целесообразности, что не способны вызывать иных чувств, кроме восторга перед тайнами отточенного (в прямом смысле слова) мастерства.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Технология
Технология Чтобы представить себе, какой техникой пользовались в конце X и в начале XI века, приходится в еще большей степени прибегать к косвенным выводам. Наиболее важной отраслью производства в то время было сельское хозяйство, и ему будет посвящена следующая глава.
«Сладкая отрава» от Булата (Булат Окуджава)
«Сладкая отрава» от Булата (Булат Окуджава) Исполнять песни под гитару Булат Окуджава начал в середине 50-х. А в начале следующего десятилетия его уже знала чуть ли не вся страна. Буквально изо всех окон звучали его песни, и друзья порой шутили: если бы за каждую песню тебе
Технология и каменный век
Технология и каменный век Великая пирамида — вовсе не единственное из чудес Древнего Египта. Египтологи давно поражались многим выдающимся достижениям ранних египетских династий. Со временем это стало общим местом, на которое уже не обращают внимания, а потому полезно
Технология стволов
Технология стволов Генрих Аншютц в 1811 году издал книгу, посвященную истории винтовки, где он приводит четыре способа изготовления стволов:* стволы с продольным швом,* стволы со спиральным швом,* стволы, навитые из ленты,* стволы, навитые из дамаска.При этом две первые и две
Технология
Технология Технология вылетела подобно джину из бутылки, принеся с собой еще больше перемен. За железными дорогами последовали автомобили и телефон, электричество и телеграф. Расцвет, переживавшийся жанром «научного романа», свидетельствовал, по-видимому, о необратимом
ТЕХНОЛОГИЯ
ТЕХНОЛОГИЯ Наши знания о кельтской культуре базируются, прежде всего, на археологических свидетельствах. Как бы цветисто и достоверно ни выглядели бы литературные источники, целесообразно продолжить нашу краткую оценку среды существования друидов в терминах шкалы
Технология...
Технология... В 1967 году Япония импортировала из США первого робота, а к 1970 году компания «Кавасаки» выпустила первую японскую версию. К 1979 году роботов в Японии изготавливали 135 компаний, и 80 лабораторий занималось разработками в этой области. Проведенное в том же году
2. ТЕХНОЛОГИЯ
2. ТЕХНОЛОГИЯ Тех-но-ло-ги-я, ж. Согласно словарю Уэбстера: промышленная или прикладная наука. В действительности: сочетание разделения труда, производства, индустриализма и его влияния на нас и природу. Технология — это совокупность посредников между нами и естественной
Технология
Технология Во всей области майя для земледельческих работ используются те же орудия: топоры, мачете и палки-копалки с металлическим наконечником. В горах пользуются также серпом и киркой, а на ровных участках, отведенных для выращивания пшеницы, используют простой плуг с
Технология лжи
Технология лжи Не без колебаний выбрал я для этой главы такое название. Обычно под технологией мы понимаем что-то сложное, требующее специальных знаний. А тут…В предыдущей главе уже говорилось об опусе Владимира Билинского «Страна Моксель». Думается, каждому хоть
Технология
Технология Шлифовка обсидиана.Медные трубочки для сверления камней.Приспособления для плетения корзин.Плоты с поплавками-тыквами.Применение глиняных сковородок для изготовления кукурузных лепешек (тортильяс).Металлы.Наконечники для копий и дротиков из различных
Технология
Технология Примитивное горное дело и металлургия восходят к началу заселения Японских островов. Уже тогда жители в поисках кремня и других горных пород, пригодных для обработки, должны были производить поиски в горах, умели находить и разрабатывать нужные залежи камня,
Технология власти
Технология власти Маркс не собирался лично вести людей на баррикады и еще менее собирался он на баррикадах сражаться. Для себя он видел совсем иную функцию – теоретика и технолога. Короче, те качества, в которых он был наиболее силен по своим способностям и наиболее
Технология реализации
Технология реализации 19. Автор этих строк прекрасно понимает, что широкое оглашение данной инициативы может сыграть в тактической перспективе и против Лукашенко. Оно может ускорить реализацию стратегии на его удушение. Но и замалчивать эту идею тоже нельзя. Широкая