Закалка
Закалка
Прежде чем приступить к процессу закалки, полосу покрывали особым составом на основе глины, причем на лезвии оставляли тонкий, почти неощутимый слой, а на боковых гранях - толстый. Обмазка клинка называлась цутёки и предназначалась для создания различных скоростей охлаждения металла в воде. При этом режущая, рабочая зона (якиба) приобретала высокую твердость, а основная толща клинка сохраняла некоторую пластичность. Как мы уже знаем, подобный прием с успехом использовали черкесы и дагестанцы при изготовлении кинжалов. Правда, они брали глину в ее природном состоянии, тогда как японцы и здесь остались верны себе - рецептов обмазок известно множество, их ингредиенты и пропорции не очень-то разглашались, а таинство приготовления восхитило бы европейских алхимиков.
От того, насколько тщательно и как нанесено покрытие, напрямую зависел тип узора хамон, присущий данной провинции, школе, мастеру. Незначительные нарушения технологии или неосознанные ошибки приводили к выбраковке практически готового клинка, так как исправить что-либо было уже невозможно. Достаточно сказать, что даже у знаменитых дедушек, признанных «Живым Национальным Сокровищем», едва ли не половина мечей уходит «в отвал» именно на стадии закалки, и заметную долю в печальном списке составляют каверзы глины.
Сама по себе закалка (яки-ирэ) не отличается никакими национальными особенностями. Раскаленный клинок опускают в корыто с водой - и делу конец. Обо всем этом подробно рассказано в соответствующей главе. Считается, что как раз в момент погружения, когда стихия огня борется со стихией воды, дух мастера передается бесчувственной стали, и оружие получает личностные признаки, своего рода душу. Эта субстанция может оказаться добродетельной или злонамеренной - в зависимости от качеств родителя. Известны мечи, несущие мир и спокойствие, но анналы японской истории полны рассказами и о мечах-убийцах, сущих исчадиях ада, постоянно жаждущих крови и приносящих владельцу страдания и гибель. Похожее отношение к оружию встречается у народов малайского архипелага, но об этом разговор особый (см. материал о крисах).
Итак, цутёки (обмазка). Хотя глиняная смесь не включает в себя так уж много компонентов, для ее приготовления нужен солидный опыт и пристальная японская тщательность. Проблема состоит в нежелании покрытия работать согласованно со сталью, то есть проявлять прочность в раскаленном виде и отскакивать после завершения процесса закалки. Самое трудное состоит в приготовлении такой смеси, чтобы она удалялась с клинка посредством легкого постукивания. Один из возможных рецептов выглядит следующим образом:
* 50% огнеупорной глины
* 30% толченого в порошок песка
* 20% щелочи и древесного угля
Назначение песка - препятствовать растрескиванию покрытия при высыхании. Заменой ему может служить смесь толченого кирпича, пемзы (силикат магния), фильтровального порошка и диатомитовой земли. Примечательно, что для клинков разного размера, с различной кривизной и процентным содержанием углерода требуются разные комбинации с привлечением порой вполне экзотических ингредиентов. Щелочь (NaOH) имеет низкую температуру плавления и является связующим звеном, пластификатором для глины на протяжении всего цикла нагрева и охлаждения. В древности использовали смесь из жженой извести, соломенной золы, толченого песчаника «омура» и глины.
Все вещества (кроме щелочи) должны быть тщательно измельчены в пыль и просеяны, а затем отмерены и соединены в нужной пропорции в сухом виде. Далее следует добавить около двух чайных ложек NaOH в восемь частей воды, но ни в коем случае не лить воду на щелочь, так как реакция растворения происходит с выделением тепла, и жгучий раствор, вскипев, будет выброшен вам прямо в лицо. Получившуюся жидкость постепенно доливают в сухую смесь, медленно перемешивая деревянным шпателем. Нельзя допускать резких движений, чтобы в толще не появились пузырьки воздуха. Регулируя консистенцию добавлением смеси или раствора, добиваются густоты сметаны или масляной краски в тюбиках. Любые комки и прочие дефекты абсолютно исключены, поэтому размешивание продолжается неопределенно долго до получения идеального результата. Густота определяется интуитивно, исходя из горького личного опыта. Слишком жидкая обмазка дает значительную усадку при высыхании и покрывается трещинами, а густую трудно нанести равномерным слоем.
Покрывают клинок не сразу - тесто должно выстояться не менее 18 часов, только после этого оно считается готовым. Чтобы клинок во время закалки не «повело», перед обмазкой его обязательно отжигают, нагревая немного выше закалочной температуры (порядка 830 °С), поместив в контейнер с травяной или соломенной сечкой. Это предохраняет сталь от соприкосновения с атмосферным воздухом и, соответственно, от выгорания драгоценного углерода. Можно, хотя это и хуже, просто плотно привязать клинок к толстой железной полосе и раскалять совместно. Охлаждение - с горном, очень медленно, буквально в течение суток. Непосредственно перед обмазкой клинок старательно зачищают на крупнозернистом камне, оставив толщину режущей кромки не менее 2 мм, чтобы закалка произошла равномернее.
Необходимо самым тщательным образом удалить с металла все отпечатки пальцев, пятнышки ржавчины, окалины и прочие наслоения, иначе брак неминуем. Сначала наносится очень тонкий слой глины, что-то вроде грунта, и ему дают просохнуть. Плотно укрыв сталь, этот слой препятствует образованию больших паровых пузырей во время погружения раскаленной полосы в воду. Большие пузыри замедляют отвод тепла и приводят к появлению зон пониженной твердости, тогда как множество мелких пузырьков, наоборот, ускоряют и выравнивают теплопередачу. Для формирования линии хамон пользуются легким, тонким, узким деревянным шпателем типа столового ножа, смоченным в воде. Граница образуется слоями глины, накладываемыми выше нее по направлению к спинке клинка. Продвигаясь вдоль боковой поверхности, аккуратно растягивают тесто, терпеливо и нежно выглаживая его так, чтобы слой имел одинаковую толщину.
Чередуя процесс наращивания с небольшими подсушками, доводят окончательный слой до 5-6 мм. Образование тонких волосяных трещинок считается нормальным явлением. В итоге мы получаем клинок, у которого боковые грани и спинка плотно охвачены глиной, а рабочая зона (якиба) лишь слегка покрыта, будто окрашена, той же смесью.

Но далее нужно произвести еще одну специфическую операцию, не имеющую аналогов в мире - ребром шпателя на поверхность якиба наносят тонкие поперечные полоски аси немного разжиженным составом. Поскольку слой глины в этом месте становится толще, чем вокруг, при закалке под ней образуется дорожка чуточку более мягкой стали, разбивающая непрерывность твердого металла и препятствующая распространению фатальных трещин во время свирепой рубки. Совокупность границы той или иной формы и различного наклона и частоты аси обусловливает неповторимый, строго индивидуальный тип рисунка хамон, заранее заданный и в то же время непредсказуемый.
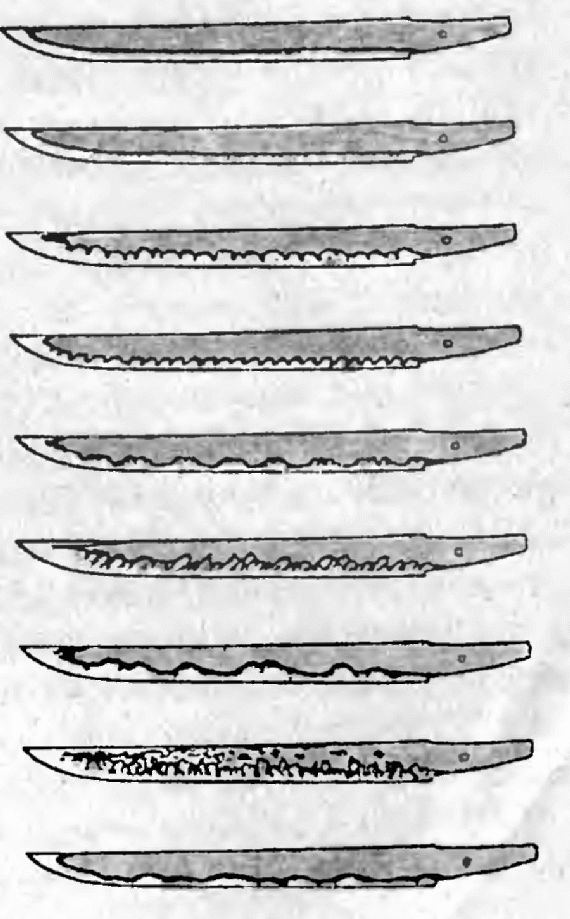
Готовое творение должно медленно высохнуть в прохладном затененном помещении, и чем спокойнее будет сушка, тем меньше растрескается глина. Во всяком случае, сутки-двое ожидания являются минимальным сроком. Затем клинок следует так же осторожно прокалить в течение часа, нагрев до температуры 120-130 °С. Это делается непосредственно перед закалкой, так как иначе гигроскопичное покрытие наберет изгнанную влагу обратно из воздуха, а затем в огненной геенне горна оно с треском отскочит от стали, разорванное микровзрывами пара. На четырех фото мы последовательно видим:

- полностью готовое покрытие с нанесенными полосками аси и четко оформленным острием. Обратите внимание - слой глины обрывается уступом, не доходя до острия, так как оно является продолжением якиба и также калится до высокой твердости.

- увеличенный фрагмент клинка, на котором часть обмазки (справа) удалена для демонстрации последовательности наложения слоев.

- тот же клинок после закалки, во время которой глина растрескалась и слегка осыпалась, открыв участки лезвия.

- увеличенный фрагмент острия (киссаки) после закалки. Хорошо заметны пять или шесть тонких наслоений глины выше лезвия, там где ее толщина максимальна, а также тщательно исполненное завершение обмазки с нанесенными аси в районе скругпения режущей кромки.
Существует изрядное количество канонизированных разновидностей хамон, и для опытного специалиста по оценке мечей достаточно
порой единственного взгляда на клинок, чтобы точно назвать, как минимум, эпоху и школу. Вот перед нами лишь некоторые из них, явленные на поверхности большого боевого танто. Нет смысла приводить мало что говорящие нам специфические японские наименования каждого типа хамон, но для любознательных натур можно назвать несколько самых ходовых: например» сугуха (прямолинейный), мидарэ, нотарэ, гуномэ (волны), тёдзи (зерна) и так далее.
В зоне киссаки линия хамон не обрывалась кое-как, а завершалась строго определенным, характерным для данной школы образом, закругляясь по направлению к спинке клинка изящным поворотом, формы которого называются боси (боши )у а насчитывается оных (только базовых вариантов) около двух десятков.
Когда подготовительные операции с блеском завершены, наступает самый главный и ответственный момент - закалка. Клинок помещают в горн и нагревают до температуры 810-830 °С. Важнейшим условием является равномерность процесса, для чего полосу постоянно слегка шевелят в толще древесного угля. Излишне уточнять, что температура определяется на глаз по оттенку свечения заготовки. В нужный, интуитивно прочувствованный момент мастер извлекает будущий меч из горна и одним решительным движением погружает лезвием вниз в корыто с водой, относительно температуры которой встречаются самые противоречивые сведения. Тогда как ряд солидных источников настаивает на том, что вода должна быть ледяной и подсоленной, не менее уважаемые оппоненты пишут о теплой воде. Скорее всего, конкретный вид ванны определялся исходной сталью, содержанием в ней углерода и многими иными факторами, ведомыми лишь самому маэстро. Чем холоднее вода, тем быстрее отводится тепло и тем тверже получается сталь. Растворение соли также увеличивает теплоотдачу. Соответственно, подогретая вода даст более щадящую закалку. Чем утлеродистее сталь, тем нежнее следует с ней обходиться.
Немедленно после закалки нужно освободить клинок от глины и подвергнуть отпуску при температуре 195-200 °С. О том, что это дает, подробно рассказано в специальной главе. Но даже после этого требуется не менее года для полной стабилизации кристаллических структур. Чтобы не терять времени, клинки старили искусственно путем десятикратного нагрева до температуры отпуска и медленного, естественного охлаждения.
Теперь, имея прекрасно закаленный клинок, его нужно подготовить для финальных операций, которые производит уже другой специалист. Пока же кузнец делает вот что:
* предварительно шлифует поверхность относительно крупнозернистым камнем, что позволяет выявить дефекты сварки, закалки и т. д.;
* при помощи напильника делает специальную насечку ясуримэ на хвостовике клинка, сугубо индивидуальную либо для него лично, либо для его школы и стиля;
* сверлит крепежное отверстие для шпильки мэку-ги фиксирующей рукоятку;
* ставит свое клеймо или подпись (мэи) на поверхности хвостовика, который никогда не зачищается (не должен) на протяжении всей жизни меча, поскольку характер ржавчины является важным аспектом в деле оценки возраста предмета;
* прорезает долы (хи) или выполняет художественную гравировку клинка (хоримоно). Чаще долы выстругивал ученик при помощи особого резца, а рисунок наносил другой мастер.
На этом сфера компетенции кузнеца заканчивалась, и клинок попадал в руки профессионального полировальщика. Считалось неэтичным самостоятельно полировать и затачивать меч, так как традиционно этим занимались целые династии истинных виртуозов своего дела. Примечательно, что в Европе ни о чем таком не слыхивали, и мастер единолично вел свое детище от горна до украшения и сборки. Стоит ли удивляться тому, что японские мечи намного превосходили и превосходят европейское холодное оружие независимо от его типа и национальной принадлежности - узкая специализация всегда плодотворнее универсализма.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Глава 6. Закалка и травление
Глава 6. Закалка и травление В серебряных ножнах блистает мой кинжал, Геурга старого изделье. Булат его хранит таинственный закал, Для нас давно утраченное зелье. М. Ю. Лермонтов После того как в руках мастера оказался тщательно откованный и даже прошедший стадию грубой