Проще некуда
Проще некуда

В начале XIX века амузгинцы изготавливали оружие целиком, но внутри мастерской существовало разделение труда. Обычно мастер имел двух помощников. Сам он изготавливал собственно клинок и мог сделать в день один хороший или два «ходовых». Помощники занимались ножнами. Рукоять делал другой специалист, в основном - из черного рога, реже из слоновой кости. Впоследствии наладилось разделение между Амузги и Куба-чами. Последние взяли на себя все оформление, монтировку и украшение изделия, будучи единственными заказчиками и купцами амузгинских клинков. Относительно технологии ковки тот же Сазонов пишет следующее: «Лучшим из уже умерших мастеров, по общему признанию, считался Рабадан Багомедов. Никогда не бывало ни в древние времена, ни в теперешние артиста клинка более совершенного, чем он. Особенно славились его шашки, которые он делал еще по личному заказу наместника Кавказа и других высокопоставленных лиц. По словам мастеров, свои клинки Багомедов ковал из старых пружин вагонных буферов, которые приобретал в Дербенте. Лезвия же наваривал из «альхана» - очень твердой шеффилдской стали, для чего в ход шли старые ножички».
В работе Е. М. Шиллинга «Кубачинцы и их культура» имеется подробное описание процесса изготовления кинжального клинка в селе Амузги, а в Государственном историческом музее хранится коллекция привезенных им образцов, иллюстрирующих каждую из 13 стадий технологической цепочки. Прежде чем приступить непосредственно к сварке, мастер приготавливал составные части будущего клинка. Предварительно он отковывал мягкую железную болванку кинжальной формы, короткую и сильно утолщенную. Затем из трех сортов покупной углеродистой стали изготавливалась узкая пластина вдвое длиннее болванки. Пластина ковалась из:
крепкой стали для лезвия - «антушка» (А)
мягкой стали «дугалали» (Б),
самого крепкого сорта «подпилочной» стали - «альхана» (В)
Из каждого сорта вначале оттягивались небольшие тонкие пластинки, которые затем складывались определенным порядком (А-Б-А-В-А и т.д) в стопку. После этого стопку обычным образом помещали в горн, нагревали и сваривали в монолит, используя в качестве флюса «желтый порошок», что образуется как отход под точильным колесом. (Как видим, до сих пор не встречается ничего необыкновенного, и даже таинственный порошок был простым кварцитом. С тем же успехом кузнец мог использовать толченое стекло или чистый мелкий песок). Ковали долго, в несколько нагревов, вдвоем или втроем, получая в итоге ту самую дамасковую пластину, которая служила внешним обрамлением железному сердечнику. После этого начиналось непосредственное изготовление клинка:
1. Железную болванку огибали стальной пластиной, не сваривая их вместе. Эта заготовка называлась «клинок с сердцевиной».
2. Сваривали железо со сталью у незамкнутого конца заготовки. Это называлось «сваренное железо и сталь».
3. Проваривали слои по всей длине, вытягивая заготовку почти до нужной длины. Это называлось «сваренная ветка».
4. Формировали стержень рукоятки, придавая клинку нужный облик, после чего его раскаляли и давали медленно остыть. Получался «необожженный кинжал».
5. Холодной ковкой, без нагрева, клинок делали более плоским, широким и тонким. Это называлось «середка выбита».
6. Закрепив заготовку кинжала на особом деревянном ложе, мастер упирал один его конец в живот, а другой - в наковальню или в пол, и начинал выстругивать желобок (дол) особым резцом, сперва с одной, а затем с другой стороны клинка. Получался «желобок снятый».
7. Производилась грубая обработка клинка и долов напильником и особым стальным скребком, после чего он делался блестящим.
8. Клинок грубо обтачивался на точиле.
9. Клинок раскаляли докрасна и опускали в корыто с водой. Он получал синеватый тон и назывался теперь закаленный кинжал».
10. Клинок обтачивали на точиле с мелкозернистым камнем.
11. Клинок вручную шлифовали бруском.
12. Клинок чернили купоросом.
13. Окончательная полировка - клинок укладывали на оклеенное войлоком ложе и полировали специальными деревяшками.
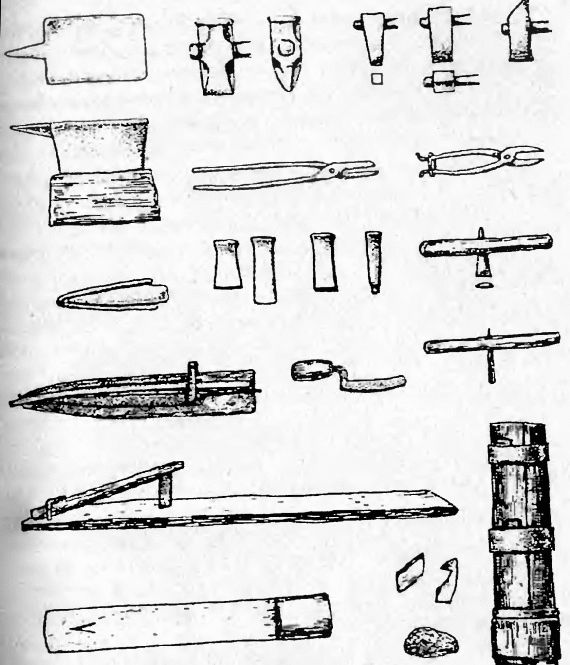
Качество готового кинжала зависело от механических свойств стальной пластины, которой огибали железную болванку. Амузгинские мастера справедливо называли ее «дамасской». Поверхность после полировки являла следы сварки в виде зигзагообразных прожилок, но дополнительно узор, как правило, не вытравлялся, отнюдь не считаясь главным достоинством клинка. Примечательно, что поистине великолепные результаты достигались с помощью достаточно примитивных инструментов и приспособлений (по Шиллингу):
Аналогичное описание изготовления сварочного Дамаска, именуемого «гавгаром», мы находим у Г. Сазонова: «Дамаск амузгиицами приготовляется так же, как и в Мешхеде, Лагоре, Дели, Шариф-и-Мазаре, в арабских землях и на Западе - путем сварки чередующихся стальных и железных полос. Амузгинцы обычно берут куски различных сортов стали и железа по 15 см длиной, 2 см
шириной и 3 мм толщиной - всего 20 полосок, и, раскалив, сваривают их, расплющивая, сначала поставив стопку на ребро, а потом и с других сторон: затем перегибают полоску пополам и расковывают таким образом уже 40 полосок, и, наконец, перегнув в третий раз - 80.
Так, для изготовления дамасского кинжала для Парижской выставки 1936 года было взято: железных полосок - 10 шт, антушка (твердая сталь) - 4 шт, альхана (подпилочная сталь) - 5 шт. После изготовления клинка рисунок дамаска провоцируется при помощи песка, смоченного раствором железного купороса. Обыкновенный клинок шашки изготавливается мастером за три дня, клинок кинжала - от полутора до двух дней, но для изготовления дамаска требуется времени в три-четыре раза больше. Когда я заговорил о выделке дамасских клинков, мастера в ужасе воскликнули в один голос: «Дамаск - да сколько же это надо будет времени и угля! Клинок рублей в тридцать обойдется!»
Сазонов добавляет, что в итоге за недостатком времени был изготовлен сравнительно простой вид Дамаска, который амузгинцы называют «уклэ», то есть «волнистым». Но с таким же успехом они могут изготовить и «бильсун-бакыбзыбь» («букетный») и «букбакибтия» (т.е. «старинная работа») - звездчатый турецкий Дамаск, а также «сетчатый», или очень дешевую по технике, но красивую демаскировку.
Е. М. Шиллинг в своем отчете описал устройство мастерской амузгинского оружейника и его инструментов. Это описание дает представление о характере ремесленного труда кавказских оружейников в целом. Мастерская в амузгинском доме занимала обычно специальное просторное помещение, в центре которого располагалась низкая массивная наковальня, закрепленная на деревянной колоде, врытой в пол. Вокруг наковальни - три каменных сиденья для мастера и двух подмастерьев. Справа от мастера находился ящик с инструментами, а слева каменный ящик с древесным углем. В стороне стояли тиски, точильные камни, корыто с водой, горн с мехом. Инструментарий был разнообразным: большой молот для двух рук, малый молот для одной руки, щипцы, скребок для обдирки клинка после ковки, струг для прорезки долов, напильники, деревянные приспособления для закрепления клинка, приспособления для полировки, различные зубила, мерительный инструмент, шаблоны и так далее. Все предметы изготавливались, как правило, самим мастером, очень ценились и передавались по наследству.
Как уже отмечалось, Амузги выступало в роли партнера для Кубачей, поставляя им необходимое количество «голых» клинков для последующей монтировки и украшения. Сами амузгинцы также могли оформить кинжал или шашку с начала до конца, равно как и кубачинцы ковали прекрасные клинки, не уступавшие соседским. Традиция изготовления холодного оружия в Кубачах чрезвычайно древняя, и во все времена их изделия отличались завидным качеством. Еще Масуди в X веке писал, что «многие из жителей этого государства - мастера кольчуг, стремян, удил, мечей и других железных вещей». Все русские авторы XVIII и XIX веков в перечне кубачинских изделий непременно называли сабли, иногда ножи и кинжалы, отмечая их высокое качество. Вольф в 1725 г. писал о «наилучших саблях», Гербер в 1728 г. - о «добрых саблях». О. Евецкий (1835 г.) высоко оценил кубачинцев среди дагестанских оружейников: «Выделкою сабельных клинков отличаются… дагестанцы, из них в особенности кубачинские мастера». Но уже в начале 80-х годов XIX века Д. Анучин отметил разделение труда: «Клинки… они, впрочем, делать не мастера, а покупают их готовыми… большей частью в селении Амузги…»
Поскольку вопрос художественного украшения оружия не относится напрямую к теме булата и дамаска, мы с сожалением пропустим эту страницу кубачинской истории, которая отнюдь не закрыта, так как сегодня старинное ремесло процветает, находя новые ряды поклонников и рынки сбыта по всему миру. Из других оружейных центров Дагестана были известны: Малое Казанище, Эндери, Нижние Мулебки, Кази-Кумух и некоторые иные. Очень большое число дагестанцев, в основном лакских отходников из Кумуха, не имевших достаточного сбыта своей продукции на родине, работали в Тифлисе, питая закавказские традиции и, в свою очередь, перенимая многие ценные секреты. В ассортимент изделий входило прежде всего изготовление и украшение оружия, холодного и огнестрельного. Еще один поток отходников шел в западные районы через Владикавказ, ставший к началу XX столетия крупным оружейным центром. Изготовлением дамаска отходники практически не занимались, а ковали клинки из покупной рессорной стали российского производства. Хотя при этом они порой достигали отличных результатов, более подробный рассказ помещен в главе о подделках, поскольку умелые кумухинцы ловко наводили на поверхности видимость узора, повышая таким образом стоимость кинжалов и шашек.
Чрезвычайно развитым в технологическом и художественном смысле оружейным центром являлось Закавказье, имевшее до присоединения к России более чем двухтысячелетнюю историю. Войны непрерывной чередой прокатывались по древней земле, на которую претендовали решительно все более или менее известные правители и полководцы сопредельных и даже отдаленных стран, начиная с Ассирии (IX-VIII в. до н.э) и заканчивая Османской империей уже в XIX столетии. Нетрудно поэтому вообразить степень уважения к холодному оружию и глубину понимания вопроса, тем более что здесь органично переплетались весьма различные традиции и навыки, свойственные каждому из проживавших народов и этнических групп. Близость Европы обусловила широкое распространение по всему Закавказью немецких, венгерских, итальянских и прочих клинков отменного качества, словно бы бросавших вызов местным оружейникам, не позволяя им опускать планку требований к своим изделиям. Мы не станем подробно рассматривать типы сабель, шашек и кинжалов, свойственных данному региону, отметив лишь факт, что странной популярностью тут пользовались вовсе не характерные для остального Кавказа палаши и прямые мечи, притом уже в XIX веке..
Средоточием оружейного производства Закавказья издавна был Тифлис, в котором бок о бок трудились десятки известных мастеров многих национальностей: дагестанцы и армяне, лезгины и лакцы, черкесы и русские, чеченцы и осетины - всякий находил нишу и спрос на свою продукцию. В целом геометрия традиционных предметов вооружения не отличалась какими-либо принципиальными особенностями, и порой только по клейму удается атрибутировать экземпляр как закавказский. Возможно, кому-то из читателей попадет в руки нечто старинное и маловразумительное, а потому вид наиболее распространенных клейм поможет определить, что есть что:
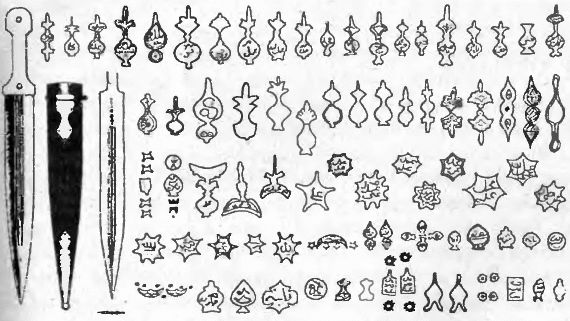
Наиболее характерным и часто встречающимся клеймом является так называемая (в обиходе) «бутылка», другие также имеют узнаваемый рисунок. Кроме того, закавказские кинжалы отличаются от черкесских симметричными осевыми долами вместо глубоко прорезанных и смещенных от центра, по одному с каждой стороны - но не всегда. Трудность классификации состоит в том самом слиянии традиций, о котором говорилось выше, поскольку каждый отходник нес с собою полный запас прочно укоренившихся навыков и привычек, который с похвальным упорством воплощал в изделиях, работая на новом месте. Однако постепенно, будучи вынужденным учитывать спрос, он включал в свой арсенал иные формы. Если при этом учесть, что и сами клейма порой успешно подделывались даже вполне добросовестными кузнецами, то проблема идентификации начинает выглядеть более внушительной.
Как уже отмечалось, кинжалов всегда производилось гораздо больше, чем всего остального, так как кинжал являлся не только оружием, но и привычной бытовой вещью, а также непременной принадлежностью национального костюма. Тифлисские мастера довольно часто и успешно работали с настоящим индийским булатом, но дорогостоящие клинки выполнялись почти исключительно под конкретный заказ, поэтому для массового потребителя некоторые виртуозы сваривали слоистый дамаск подобный тому, что ковали в Дагестане. Особенно преуспел на этом поприще знаменитый Геурк из семьи потомственных оружейников Элиаровых (Элиазаровых). Это имя упоминает в 1838 году М. Ю. Лермонтов в стихотворении «Поэт», строки которого вынесены в эпиграф главы о закалке. Немало таких изделий хранится в Государственном Эрмитаже, в Историческом музее в Москве и в Дагестанском музее в Махачкале. В качестве примера можно привести саблю, изготовленную по заказу графа Паскевича-Эриваяского в 20-х годах XIX века (см. рис.).

С именем старшего сына Геурка, Кахрамана Элиазарова, связана передача фамильного секрета изготовления сварочной стали русскому правительству. Начальник оружейных заводов и министр финансов генерал-лейтенант Е. Ф. Канкрин, стремясь внедрить в Златоусте I производство сабель и шпаг из дамасской стали такого же высокого качества, что и на Востоке, в октябре 1828 года просил И.Ф. Паскевича выяснить: из каких начальных материалов приготавливают на Кавказе булат, каковы способы переделки этих материалов в сталь отличного качества и закалки выкованных клинков, какие вещества применяются при закалке, а также каковы приемы инкрустации золотой проволокой.
В декабре 1828 года «лучший в Тифлисе оружейный мастер Кахраман Элиазаров» обещал сделать, а в мае 1830 года представил выполненные «из приготовляемого им железа и стали… саблю настоящего булата, шпагу из стали видом булата, шашку стальную в струях посередине, кинжал другого сорта и вида булата». Он пояснил, что настоящий булат выделывается из индийского железа, однако оружие достаточно высокого качества можно изготовить из подков простого железа, которые обрабатываются порошком турецкого чугуна и затем свариваются с турецкой сталью. Задание он выполнил вместе с братом Ефремом (Эпремом), с мастером золотой насечки и, повидимому, с одним помощником. Изготовленное оружие было передано в Музеум Горного кадетского корпуса в Петербурге. Было решено обучить его методу мастеров из Златоуста (эта история вызывает недоумение, поскольку в то же самое время Павлом Аносовым успешно практиковалось изготовление настоящих булатных клинков непревзойденного качества, причем именно в Златоусте).
Сначала предполагалась поездка всей «команды» в Россию, но затем было решено послать в Тифлис «двух молодых отличных мастеров, одного русского, другого немецкого цехов, и двух рабочих». За обучение Элиарову было обещано вознаграждение. Но из-за эпидемии холеры мастера смогли выехать на Кавказ только в январе 1831 года. Это были: Карл Вольферц и Василий Южаков, с ними Михаил Дятлов и Николай Ивановский. Посланцев снабдили необходимыми материалами - сталью, железом и чугуном. Существует также иная версия происходившего, изложенная В. Железновым в работе «Исторические сведения о булате в России». Он писал, что им получены непроверенные данные о посылке в Тифлис И. Бушуева, В. Шаафа, Южакова и Пурунсузианца.
Но в свете технологии исторические приоритеты и загадки малоинтересны, поэтому обратимся непосредственно к процессу изготовления клинков. В сентябре 1831 года на запрос Канкрина Элиазаров сообщил, что из российских материалов лучшим для изготовления оружия он признает «сталь Златоустовского завода двухвываренную и литую сталь и железо, которое в переломе назвать можно белым, подобно спиалтру (шпиатру - прим. автора), равно и сырое, которое по раскалке в горне ломается от удара молотка. Прочих же заводов металлы сии, по испытанию моему, оказались совершенно негодными. Из Бадаевской же стали можно делать клинки разного оружия весьма добротные, но только без струй, то есть оные не будут похожи на булат».
8 января 1832 года он дал полное описание процесса изготовления изделий из русских материалов. Мы знаем об этом из записки полицмейстера Мипченко от 8.01.1832 г. По его словам, «оружейный мастер Кахраман Элиазаров… объяснил, что булат в здешнем крае не производится, а доставляется оный в плитах из Индии, а в сабельных и кинжальных клинках из Азии, причем он открыл средство, как делать в манер булата азиатские сабли, шашки, полусабли, шпаги и кинжалы из железа и стали, приготовляемых на российских заводах»:
«Для одной азиатской сабли или черкесской шашки взять полосного железа 6 фунтов, положить в кузнечный горн, в котором должно довести до такой степени, чтобы можно было разрубить на три части в длину полосы, после чего перерубить каждую часть на два куска, из чего составится 6 ровных частей, длиной каждая в четверть аршина. Потом взять стали вываренной или сырцовой 2 фунта, положить оную также в горн, в косм раскалив ее так, чтобы можно было разрубить и оную на 3 части в длину полосы, равные величиною железным частям. За сим, взяв два куска означенного выше железа, вложить в них один кусок прописанной стали, сварить песком, и обыкновенным порядком продолжать то же и с прочими железными частями и сталью.
Когда таким образом будет железо со сталью сварено, должно выковывать каждый сваренный кусок длиною вдвое, т.е. в поларшина, шириною в 3/4 вершка и. толщиною в 1/8 вершка. Потом каждый сей кусок, раскалив в горне, обсыпать сверху и снизу толченым чугуном, который должен быть приготовлен наперед подобно песку. Всего же потребно чугуна на 6 кусков… один фунт. После сего выковать вновь каждый кусок вдвое, т.е. в один аршин длиною, а шириною в 1/2 вершка. Окончив сие, погнуть каждый кусок 5 раз вместе и, взяв оные в клещи, сварить вместе в горну песком. Потом, вытянув посредством ковки из сего материала прут длиною в поларшина, перерубить его на две части, сварить оные песком и, вытянув вновь в пол-аршина, перерубить пополам. После сего вложить в середину оных полуфунтовую полосу стали, длиною и шириною подобную сим кускам перерубленного железа, сварить песком вместе, а из одного уже выковать полосу, подобную сабле, но двумя вершками короче. Сию полосу должно насечь зубилом с обеих сторон, подобно крупному напилку, затем насечку сточить или спилить, и тогда вытянуть по произволу саблю или шашку.
За сим делаются на клинке желобки или дорожки по форме или по желанию, особо сделанными из литой стали и крепко закаленными скоблинками. Когда все это будет окончено, должно клинок обточить на точиле обыкновенным порядком, а затем калить в теплой воде так точно, как и вообще закалка вещам делается.
На российскую полусаблю или шпагу полагает достаточным: железа 5 фунтов, стали 2 фунта и чугуна, толченого наподобие песка - 1 фунт. Способ выковки, отделки и выправки полусабли, шпаги или кинжала тот же самый, как делается сабля или черкесская шашка».
С точки зрения современной технологии, ключевыми здесь представляются несколько моментов. Во-первых, обсыпание заготовок толченым чугуном в качестве поставщика добавочного углерода. Таким образом, поверхностные слои металла цементировались очень сильно, вероятно, свыше 1,5%. Фактически получалась сверхвысокоуглеродистая прослойка, сопоставимая с булатом. Об этом следует помнить сегодняшним мастерам, которые полагают достаточным просто сварить и оттянуть в клинок десяток слоев инструментальной стали, проложенной железом. Рисунок при этом, худо-бедно, получается, но о прочности и твердости говорить не приходится.
Во-вторых, витиеватость узора достигалась той самой косой насечкой с обеих сторон полосы, при которой параллельность слоев нарушалась причудливым образом, порождая в итоге подобие настоящего булатного рисунка. Нечто похожее описано выше, где говорится о получении «кольчатого» Дамаска. Таким образом мы видим, что кавказские оружейные традиции являются в значительной степени традициями работы с привозным булатом и сварочной сталью местной выделки, которая по качеству очень часто вплотную приближалась к булату, хотя никогда не превосходила его.
Далее - наряду с технологиями ковки стволов и клинков по всему Востоку было также развито искусство создания защитного снаряжения, то есть доспехов. Отличие от Европы здесь проявлялось не только в том, что азиатский доспех никогда не становился сплошной скорлупой, обходясь шлемом, налокотниками, поножами и кольчужной рубахой, но также и в том, что он делался, как правило, из сварочного дамаска, а не из обыкновенной стали. Особо дорогие экземпляры были булатными. Мне довелось однажды реставрировать иранскую «шапкуми-сюрку» и наручи, сплошь покрытые дивной рельефной резьбой. На обратной, не декорированной стороне отчетливо просматривался крупный сварочный рисунок. Разумеется, такая защита гораздо эффективнее, поскольку слоистый металл устойчивее к ударам и пробивным деформациям из-за повышенной вязкости. Что характерно - при создании этих предметов учитывался исключительно фактор прочности, так как на лицевой стороне узор не проявлен вовсе. Некоторые документальные источники сообщают, что добротную пластину не пробивали и ружейные пули, не говоря уже о стрелах и саблях.
Всегда полезно лишний раз вкратце сформулировать основные положения и выводы. Итак:
* сварочная сталь не является полноценной заменой подлинному литому булату, поскольку представляет собой слоистую композицию из железа и обыкновенной углеродистой стали, тогда как булат есть сталь сверхвысокоуглеродистая. Поэтому удивительные механические свойства булата изначально недостижимы для сварочного Дамаска, но при использовании некоторых приемов науглероживания компонентов технически возможно получение сопоставимых значений твердости и общей прочности клинков в сравнении с булатными;
* полосы сварочного Дамаска в большинстве случаев превосходят аналогичные полосы из простой стали с тем же содержанием углерода, так как процесс ковки (сегодня - прокатки) значительно уплотняет структуру металла. В случае длинных клинков (шашки, мечи, сабли и т. д) превосходство проявляется лучшей стойкостью к ударам, потому что зародившаяся в зоне контакта трещина лишена свободы распространения внутри сложной конструкции из чередующихся вязких и твердых слоев, имеющих норой молекулярную толщину;
* лучшие марки высоколегированных сталей, несомненно, превосходят пакет, сваренный из простой «углеродки», но только в том случае, если они также подвергались ковке, а главное - прошли сложный комплекс термической обработки с прецизионным соблюдением температурных и прочих режимов, проведенный опытным специалистом;
* для ножей и кинжалов, чьи короткие и толстые клинки не подвергаются жестоким изгибающим и ударным нагрузкам, характерным для боевых сабель и шашек, на первый план выступает требование обеспечения закалочной твердости не менее 60 HRC, эластичность же и вязкость тут не столь необходимы;
* чем выше количество слоев, тем прочнее клинок, но верхняя граница простирается где-то на цифре 250000, поскольку далее сталь приобретает первоначальные свойства однородного металла. С узором наоборот - меньшее число слоев дает более выигрышные рисунки, эстетика которых слабо соотносится с деловыми качествами клинка. Поэтому при выборе ножа, который необходим как рабочий инструмент, следует отдавать предпочтение плотным мелкослойным дамаскам с наименее «разбитой» текстурой;
* дамасковые клинки не терпят абразивной чистки и шлифовки. Оттерев поржавевшую поверхность до блеска, мы тем самым частично или полностью загоняем в исходную невидимость волшебный узор, для проявки которого потребуется вновь травить клинок каким-либо способом.
Прежде чем ставить точку, нужно обязательно упомянуть о чрезвычайно интересной разновидности сварочного Дамаска - так называемом «русском укладе».
Фактически, этим словом назывался весь производственный цикл от получения исходного материала до выделки собственно клиночного материала, равно как и он сам. Технология уникальна и не отмечена больше нигде в мире, причем она практиковалась в глухих углах России еще в начале XIX века. Она была в подробностях описана французским путешественником Фуллоном. Суть такова (по материалам статей И. Таганова и В. Иванова): губчатый «каравай» сырцового железа уплотнялся ковкой, после чего в течение определенного времени подвергался науглероживанию в горне в верхних слоях древесного угля. Затем раскаленный слиток погружали в чан с ледяным рассолом (соль заметно повышает скорость охлаждения), после чего каленые «насухо» высокоуглеродистые корочки отбивались молотом. Цикл повторяли многократно, пока не набиралось достаточно корок. Их сортировали на глаз по содержанию углерода и укладывали в стопку или блок, заполняя пространство между крупными кусками среднеуглеродистой стали толченой высокоуглеродистой (прямая аналогия с японским методом). Засыпанную флюсом стопку осторожно грели до тех пор, пока легкоплавкая высокоуглеродистая сталь не спаивала все в монолит. Теперь оставалось тщательно проковать заготовку и далее, как водится.
Известно, что русский уклад высоко ценился в Европе, где собственные традиции изготовления холодного оружия были весьма глубоки. В царствование Иоанна Грозного экспорт уклада достиг максимальных размеров, а производили его во многих регионах России. В документах чаще всего упоминаются московский, тульский и устюженский уклады.
Впрочем, чисто «дамасской» назвать технологию уклада трудно, так как ему присущи черты, скорее, серых булатов, при выделке которых также происходит пайка среднеуглеродистой стали высокоуглеродистой. Отсюда и великолепные боевые качества, присущие лишь наилучшим сортам классического сварочного дамаска.
Будущее Дамаска предстает в довольно радужных тонах, хотя его активно «подпирают» сверхсовременные материалы наподобие порошковых композитов или аморфных сплавов (так называемого «стального стекла»). Вполне вероятно, они отнимут пальму первенства даже у булата - до тех пор, пока его не научатся варить с легирующими добавками (хотя славянский хоролуг, в составе которого используется никельсодержащее метеоритное железо, уже может считаться таковым). И потом: вопросы прочности - это одно, но красота остается красотой, а уж в этой области со сварочными клинками не может поспорить ничто.

Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Велика Россия, а отступать некуда
Велика Россия, а отступать некуда Жуков и его окружение начали думать о широкомасштабном перемещении войск с Дальнего Востока еще в октябре. В первые дни ноября уже началось их перемещение. Это была страшная игра, страшный риск: начать операцию преждевременно означало
Дальше отступать некуда Флот на защите Ленинграда
Дальше отступать некуда Флот на защите Ленинграда Старейшая военно-морская база Российского флота — Кронштадт (до 1723 г. — Кроншлот) — была основана Петром I в 1703 году на острове Котлин как крепость для защиты новой столицы — Петербурга — с моря. В последующие столетия
Мобильные номера Менять телефонную сеть станет проще
Мобильные номера Менять телефонную сеть станет проще Министерство связи хочет упростить нам смену сотовой сети.28-го мая на сайте министерства связи и массовых коммуникаций опубликован проект поправок в закон «О связи». Они позволят абоненту, не имеющему задолженности,