Изборская крепость
Изборская крепость
Археологические исследования Изборской крепости, основанной в XIV в., дали богатые материалы для характеристики жизни и деятельности ее населения. Установлено, что основным занятием жителей Изборска до начала XVI в. были земледелие и животноводство. Подсобную роль играло рыболовство. Хотя на территории крепости найдено большое количество железных предметов, следов занятия населением черной металлургией и металлообработкой не обнаружено (Артемьев 1987: 29).
Последний период функционирования крепости относится к концу XVI–XVII в. Согласно писцовым книгам в период XVII в. крепость постоянных жителей не имела, в ней находился лишь гарнизон из 100 стрельцов (Артемьев 1998: 30). В третьей четверти XVII в. в крепости произошел большой пожар, после которого жизнь в ней более не возобновлялась.
Из археологических находок из Изборской крепости металлографически изучено 30 железных предметов (рис. 41).
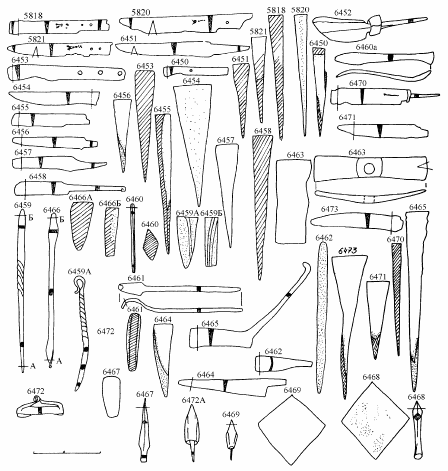
Рис. 41. Изборская крепость. Кузнечные изделия XIV–XV вв. и технологические схемы их изготовления
Наибольшим числом экземпляров представлены в исследованной коллекции ножи, большая часть которых — в виде фрагментов. Длина целых экземпляров варьирует в пределах 10–14 см. Толщина клинков изменяется от 0,2 см до 0,6 см при преобладании клинков толщиной 0,2 и 0,3 см. Ширина клинка колеблется в пределах от 1,6 до 2,4 см. Рукоять насаживалась на черенок либо крепилась с помощью накладных пластинок (имеются экземпляры с отверстиями или с сохранившимися штырьками на черенке). Одним экземпляром представлен нож (рис. 41, ан. 6458), рукоять которого закреплена с помощью загнутого конца черенка, выходящего наружу.
В рассматриваемой коллекции пять ножей (рис. 41, ан. 5818, 5819, 5820, 5821, 6470) имеют клейма. Клейма расположены на левой стороне полотна клинка, в верхней его части, ближе к черенку. Выполнены клейма методом штампа. Три орудия с клеймами имеют пластинчатую рукоять, у одного рукоять насаживалась на черенок. Следует остановиться на клейме последнего ножа (ан. 6470). Тогда как у остальных экземпляров клеймо представлено различными знаками, у этого ножа клеймо имеет вид надписи. Различимы латинские буквы: AST.STE. Буквы образуют неровную строчку (рис. 42). Складывается впечатление, что каждая литера выбивалась отдельно. Не вызывает сомнения, что ножи с клеймами являются продукцией западноевропейского ремесла, где институт клеймения изделий выполнял функцию контроля качества товара (Сванидзе 1964: 136; Pleiner 1993: 80–81).
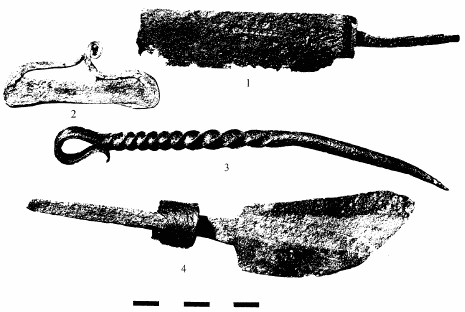
Рис. 42. Изборская крепость. Кузнечные изделия: 1 — нож с клеймом; — кресало; — булавка с петлеобразной головкой; — сапожный нож
По функциональному признаку ножи в исследованной коллекции могут быть отнесены к хозяйственным, универсальным. Лишь один нож (рис. 41, ан. 6452), имеющий массивный, широкий и короткий клинок с плавно закругленным концом острия со стороны лезвия, является инструментом кожевенно-сапожного ремесла и принадлежит к типу раскроечных (Колчин 1953: 128).
На основании металлографических исследований установлено, что в производстве ножей из Изборской крепости применялись следующие пять технологических схем: целиком из железа (1 экз.), стали (7 экз.), торцовая наварка стального лезвия на железную основу (2 экз.), V-образная наварка (1 экз.), косая боковая наварка (4 экз.).
Как видно из перечисленных вариантов технологий изготовления ножей, в основе их лежит использование на рабочей части стального материала. Всего один нож (ан. 6457) имел цельножелезный клинок. Микротвердость феррита характеризуется показателями: 181, 193, 236, 322 кг/мм2.
Сталь использовалась разных сортов. В большинстве случаев это качественная сталь, отличающаяся высоким содержанием и равномерным распределением углерода. В ряде случаев зафиксирована сырцовая малоуглеродистая сталь с содержанием углерода 0,1–0,15 % и неравномерно науглероженная.
Интересная особенность в технике изготовления прослежена на клинках двух ножей (рис. 41, ан. 6450; рис. 42, 6452). Оба ножа выполнены в технологии торцовой наварки лезвия из высокоуглеродистой стали. Еще одна стальная полоса такой же твердости зафиксирована по всей длине спинки клинка. В средней части клинка, как бы между двумя полосами стали — на лезвийной части и на обушной — проходит полоса из мягкого железа. Это особенно хорошо видно на макротравленной поверхности клинка раскроечного ножа (рис. 42, 4). Оба экземпляра отличаются особо тонкими клинками (толщина обушка — 0,2 см). Видимо, стальная полоса на спинке и была наварена с целью упрочения клинка, а находящаяся в центре между двумя стальными железная полоса делала клинок одновременно упругим.
Микроструктурные особенности металла позволяют говорить о том, что используемое для изготовления ножей исходное сырье — железо и сырцовая сталь — имели сильную загрязненность шлаковыми включениями. Сталь с повышенным содержанием углерода имеет, как правило, незначительное загрязнение шлаками (обычно они мелкие и вытянуты в виде тонких линий). Очевидно, что в этом случае использовались цементованные заготовки, прошедшие специальную обработку по освобождению от неметаллических включений, мешающих процессу науглероживания.
Одним из главных показателей опыта и мастерства средневекового кузнеца является степень использования сварных конструкций, режимов термической обработки, равно как и качество их выполнения. Оценивая с этой точки зрения рассматриваемую коллекцию ножей, можно заключить, что справлялись с этой задачей кузнецы вполне успешно.
Взаимозависимость между типом ножа и технологией изготовления не прослеживается. Не выделяются по своим техническим показателям из остальной коллекции и ножи с клеймами. Среди них есть откованные как из высокоуглеродистой (ан. 6470), так и неравномерно науглероженной стали (ан. 5818, 5820) и изготовленные по технологии торцовой (ан. 5821) и косой (ан. 5819) наварки (рис. 43).

Рис. 43. Фотографии микроструктур ножей с клеймами: 1 — ан. 5819, косая наварка; 2 — ан. 5821, торцовая наварка; 3 — ан. 5820, феррит с перлитом. Увеличение 70х. Травлено ниталем
Из качественной продукции металлографическому исследованию подверглись серп, спиралевидное и перовидное сверла, ножницы, кресало, шилья (рис. 41).
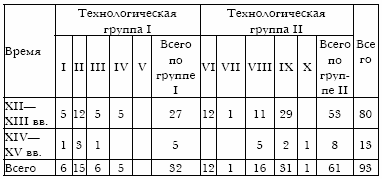
Таблица 12. Хронологическое распределение исследованных ножей из Изборска (XII–XIII вв.) и Изборской крепости (XIV–XV вв.) по технологическим группам: I — целиком из железа; II — целиком из сырцовой стали; III — целиком из качественной стали; IV — пакетирование; V — цементация; VI — трехслойный пакет; VII — вварка; VIII — косая наварка; IX — торцовая наварка; X–V-образная наварка
На основании металлографического исследования кузнечной продукции из Изборской крепости получены разнообразные характеристики железообрабатывающего производства на протяжении нескольких столетий. Как установлено, мастера по обработке черных металлов использовали различные виды сырья: железо различных сортов (мягкое, обычное, твердое), сырцовую сталь, высокоуглеродистую цементованную сталь. Подбор стального сырья осуществлялся целенаправленно, в зависимости от вида продукции. Показательно, что качественные изделия (ножи, ножницы, кресала, сверла), имели на рабочей части сталь, которая, как правило, вполне удовлетворяла техническим требованиям, предъявляемым к тому или иному виду изделия.
Часто применялся и такой прием для улучшения рабочих качеств, как термическая обработка. Как правило, это резкая закалка. Однако можно с уверенностью говорить о том, что при необходимости применяли и иные режимы термообработки, например мягкую закалку, зафиксированную нами на винтовой части сверла.
Рассматривая материалы металлографически исследованной коллекции Изборской крепости, заметим, что в XIV–XV вв. несколько преобладают изделия технологической группы II (табл. 12). Если обратиться к материалам XII–XIII вв. из Изборского городища, выходцы из которого и основали Изборскую крепость, то также можно отметить ведущее место технологической группы II (Розанова 1998: 322).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
«Крепость» Сталинград
«Крепость» Сталинград В одном из первых приказов Гитлера, отданном вскоре после того, как сомкнулись русские клещи, говорилось: «Войска 6-й армии, окружённые в Сталинграде, впредь будут именоваться войсками крепости Сталинград».Так одним росчерком пера район окружения
Подземная крепость
Подземная крепость Шел декабрь 1943 года. Впервые после того, как полтора года тому назад пал геройски сражавшийся Севастополь, советские войска вступили снова на крымскую землю. Части нашей Приморской армии форсировали Керченский пролив из района Тамани на Кавказе и
Крепость Дербента
Крепость Дербента На географической карте есть несколько городов с названием Дербент, но только один из них выделяется своим почтенным возрастом, значимостью в истории народов и древними архитектурными памятниками. Об этом Дербенте сведения встречаются уже у
Будайская крепость
Будайская крепость Южный фасад церкви МатяшаБудапешт называют «жемчужиной Дуная, выброшенной на берег». Матовой белизной своих зданий, стесненных в перспективе серебристыми горами, город действительно похож на большую жемчужину, оправленную в серебро. На всех гостей
Крепость
Крепость Брест-Литовская крепость, расположенная у слияния рек Буг и Мухавец, была заложена в 1833 году. Ее строительство развернулось на территории средневекового Бреста, окончательно разрушенного для постройки инженерных укреплений. Военные фортификаторы спланировали
Бахрейнская крепость
Бахрейнская крепость Португальская крепость на протяжении многих веков господствовала над северной частью Бахрейна и северозападными подходами острову, — еще с тех времен, когда португальцы начали играть главенствующую роль в Персидском заливе и на торговых путях в
КРЕПОСТЬ СДАНА
КРЕПОСТЬ СДАНА 1904 год кончался. Одиннадцать месяцев держался Порт–Артур. Из них девять в полной отрезанности от какой–либо помощи извне. С падением после отчаянных штурмов японцами 22–го и 23–го ноября Высокой Горы, вызвавшим слова Кондратенко — «это начало конца»,
Моя семья – моя крепость
Моя семья – моя крепость
Осажденная крепость
Осажденная крепость Ужесточение расизма чувствуется сразу после войны. Закон об искоренении коммунизма принят в 1950 г. Он приводит к запрету южноафриканской компартии, но его значение много шире, потому что любая критика южноафриканских реалий (и апартеида в том числе)
«Олсуфьевская крепость»
«Олсуфьевская крепость» На Тверской, против Брюсовского переулка, в семидесятые и в начале восьмидесятых годов, почти рядом с генерал-губернаторским дворцом, стоял большой дом Олсуфьева – четырехэтажный, с подвальными этажами, где помещались лавки и винный погреб. И
Крепость Елизаветы
Крепость Елизаветы 1816 год. Г. А. Шеффер начинает строить в Виамеа у р. Уаимеа русскую каменную крепость «Елизаветы» (в честь жены Царя Александра I. Русская крепость сохранилась до сегодняшних дней). В Ханалеи русичи строят земляные укрепления. Русскую крепость строят с
Мой род – моя крепость
Мой род – моя крепость «Родовой строй разлагался…» О роде, об отношениях родства у древних славян в научной литературе (если только она не посвящена специально данному вопросу) упоминают обычно вскользь, мельком, как-нибудь так: «В IХ веке родовой строй у восточных
Мой род – моя крепость
Мой род – моя крепость В главе «Границы во времени» довольно подробно рассказывается о том, что каждый человек во все времена неизбежно являлся и поныне является членом каких-то общественных групп: половозрастных, социальных, религиозных и так далее. Человеку неизменно