Псков
Псков
Не менее важны для реконструкции кузнечного ремесла в золотоордынский период материалы других стольных городов. Вслед за Новгородом рассматриваются материалы Пскова. Как известно, в первые века своей истории Псков входил в состав Новгородской республики. В XIV в. Псков приобретает самостоятельность.
В результате археологических исследований к настоящему времени хорошо изучены Кром и Довмонтов город, значительные площади раскопаны в Среднем и Окольном городах. В итоге накоплен обширный материал, всесторонне характеризующий железообрабатывающее ремесло. Коллекция изделий из черного металла из Пскова, отобранная для металлографического исследования, состоит из 309 предметов. В коллекции представлены предметы из раскопок Довмонтова и Среднего города. Основу коллекции составляют ножи (287 экз.). Небольшими сериями представлены предметы хозяйственного назначения (ножницы, бритва, кресала, серпы, пилка, скребница, пружина от замка) и предметы вооружения (кинжалы, наконечники копий).
Материалы коллекции охватывают период с X–XI по XVII вв. (Вознесенская 1996; Розанова 1997; Закурина 2000б). К интересующему нас периоду XIII–XV вв. относятся 127 ножей и 18 прочих орудий.
При изготовлении разнообразных хозяйственных предметов использовались как простые технологии — целиком из железа и сырцовой стали (пилки, ножницы, серпы, иглы, пружины от замка, зубила, сверла, кресала), так и изделия с наварными лезвиями: ножницы, топоры, кресала, косы.
Предметы вооружения откованы целиком из стали: либо сырцовой — наконечник копья, меч, — либо цементованной — наконечник копья.
Технологическую характеристику кузнечного ремесла Пскова домонгольского времени мы приводим на основании аналитических исследований кузнечной продукции из Довмонтова города. В этот период поделочным материалом кузнецам служили различные сорта железа (с нормальной и повышенной твердостью), сырцовая и цементованная сталь. Цементованная сталь применялась в наварных конструкциях на рабочей части орудия. Технология изготовления ножей представлена шестью основными технологическими схемами: целиком из железа, целиком из сырцовой стали, трехслойный пакет, вварка, торцовая и косая боковая наварки. При этом доминирующими были схемы, объединяемые в технологическую группу II (Розанова 1997).
В коллекции из Довмонтова города особый интерес вызывают два наконечника копий. Один из них представлен целым экземпляром (рис. 10, ан. 2270). Он имеет линзовидное сечение. Другой — с ромбовидным сечением пера — сохранился фрагментарно (рис. 10, ан. 2271). В обоих случаях основу пера составляют две полосы обычного железа (микротвердость — 151–170 кг/мм2), между ними вставлена тонкая пластинка фосфористого железа (микротвердость феррита — 236–274 кг/мм2). Вставка из фосфористого железа расположена перпендикулярно плоскости пера и выходит на обе плоскости в виде узкой полоски, что создавало определенный декоративный эффект: после полировки эта вставка приобретала сверкающий серебристый цвет. Предметы (ножи, наконечники копий), изготовленные по описанной технологической схеме, встречаются в древнерусских материалах крайне редко, что может свидетельствовать об их импортном происхождении. Подобный узор ряд исследователей относят к простейшему варианту сварочного дамасска. Изделия, выполненные в данной технологии, хорошо известны среди материалов из Прибалтики и Средней Европы (Антейн 1973; Mazur, Nosek 1972; Pleiner 1979b).
Основную часть металлографически исследованных предметов XIII–XV вв. составляют ножи. Как и в других городах, эволюция формы ножей в Пскове шла в направлении увеличения ширины клинка и изменения соотношения длины клинка к длине черенка (2:1). Уже в XIII в. ножи приобретают стандартную форму, которая сохраняется и в последующее время. В XIV в. появляются ножи с пластинчатой рукоятью, в которой пробито несколько отверстий для крепления накладок. Вероятно, ножи с пластинчатой рукоятью являются столовыми.
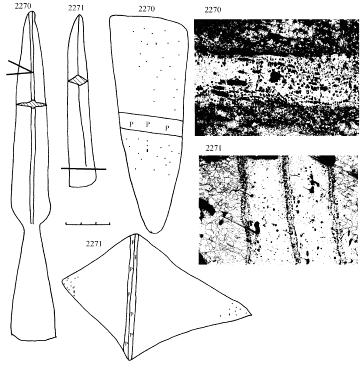
Рис. 10. Псков. Наконечники копий с вставками из фосфористого железа, технологические схемы изготовления и микрофотографии вставок, ув. 70х
Как показало металлографическое исследование, при производстве псковских ножей в рассматриваемый период использовалось десять технологических схем: целиком из железа, из сырцовой стали, из качественной стали, из пакетированной заготовки, локальная цементация лезвия, трехслойный пакет, вварка, косая, торцовая, V-образная наварки стального лезвия (табл. 3).
Установлено, что при производстве кузнечных изделий из Пскова использовалось железо, получаемое из болотных руд. В большинстве случаев железо имеет обычную для феррита микротвердость — от 151 до 206 кг/мм2. Иногда встречается твердое (фосфористое) железо с микротвердостью феррита 236–350 кг/мм2. Целиком из такого материала изготовлены три ножа и ножницы. У нескольких экземпляров ножей, изготовленных в наварных конструкциях, фосфористое железо составляло основу клинков.
При производстве цельностальных изделий использовалась сырцовая неравномерно науглероженная сталь (с содержанием углерода до 0,5 %, что позволяло ей принимать термообработку). В сварных же конструкциях на лезвии использовалась цементованная высокоуглеродистая сталь. Практически все орудия со стальными лезвиями прошли термообработку (резкую закалку).
Полученные данные свидетельствуют, что кузнечное ремесло Пскова, также как и новгородское, находилось на том уровне развития, когда использовались отработанные стандартные технологические приемы.
Распределение выделенных нами при металлографическом исследовании технологических схем по двум хронологическим периодам (домонгольский — X–XII вв., золотоордынский — XIII–XV вв.) позволяет выявить характерные технологические особенности для каждого этапа и проследить возможные изменения во времени.[1]
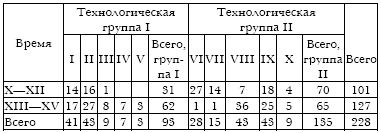
Как следует из приведенных в таблице 3 данных, в X–XII вв. в псковском кузнечном ремесле доминирует технологическая группа II — 69,3 %, соответственно группа I — 30,7 %. Причем в технологической группе I основу составляют технологические схемы целиком из железа и сырцовой неравномерно науглероженной стали, а в технологической группе II первое место по количеству занимают технологии трехслойного пакета и вварки (рис. 11).
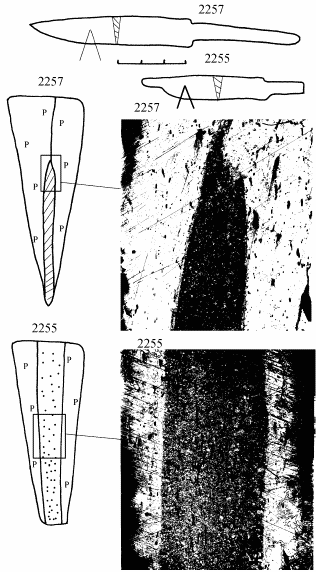
Рис. 11. Псков. Ножи, технологические схемы их изготовления и фотографии микроструктур, ув. 70х(ан. 2257 — вварка, ан. 2255 — трехслойный пакет)
В период XIII–XV вв. представительность обеих технологических групп сближается: технологическая группа I — 48,8 %, технологическая группа II— 51,2 %. В технологической группе I возрастает значение предметов целиком из стали. Уже в XIII в. практически исчезают изделия, изготовленные в трехслойной и вварной технологиях, и в технологической группе II лидирующее положение занимает технология косой наварки стального лезвия.
Таблица 3. Хронологическое распределение исследованных ножей из Пскова по технологическим группам:[2] I — целиком из железа; II — целиком из сырцовой стали; III — целиком из качественной стали; IV — пакетирование; V — цементация; VI — трехслойный пакет; VII — вварка; VIII — косая наварка; IX — торцовая наварка; X–V-образная наварка
Высокий процент изделий технологической группы II, связанных со сварными конструкциями, в ранний период X–XII вв. указывает на то, что кузнечное производство в Пскове развивалось в традициях, характерных для северного (новгородского) региона Древней Руси. Так же как и в Новгороде, псковские материалы демонстрируют смену технологий (в технологической группе II) от трехслойного пакета к наварке в XII в. В золотоордынский период псковское кузнечное ремесло продолжает развиваться на основе северорусских традиций. Ни внешняя агрессия, ни внутренняя политическая нестабильность не изменили вектор развития в такой важнейшей отрасли экономики, как черная металлургия и металлообработка. Особенностью кузнечного ремесла Пскова является возрастание доли технологической группы I. В это время Псков, находясь на западном рубеже русских земель, вынужден был в одиночку противостоять Литве и Ливонскому ордену «при двусмысленном и нередко прямо враждебном отношении Новгорода» (Ключевский 1957: 92). Это требовало значительного увеличения объемов кузнечной продукции, что осуществлялось за счет использования простых технологических схем.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
§ 2. Новгород и Псков в XIV–XV вв.
§ 2. Новгород и Псков в XIV–XV вв. В отличие от Северо-Восточной Руси развитие общества на Северо-Западе шло своим, особым путем.В истории Новгородского государства период XIV–XV вв. занимает особое место. Если формы политического строя, выработанные в XII–XIII вв., оставались
Псков
Псков Переходя в изучении истории вольных городов от новгородских летописей к псковским, испытываешь чувство успокоения, точно при переходе с толкучего рынка в тихий переулок. Псковские летописцы описывают преимущественно явления мирного характера, поиски князя,
Псков и Новгород
Псков и Новгород в псковских нравах и заключалась нравственная сила, смягчавшая действие противоречий, какие мы заметили в политическом быту Новгорода, хотя элементы их были налицо и в Пскове: князь, то призываемый, то изгоняемый, влиятельное и зажиточное боярство,
§ 28. Псков
§ 28. Псков Как выше было сказано, Псков был крупнейшим новгородским пригородом и по своей населенности равнялся Новгороду. По пространству же своему он, пожалуй, даже превосходил Новгород. Псков был расположен на скалистом мысу, при впадении в большую и глубокую реку
Псков
Псков Псков, один из пригородов Новгорода, расположенный на конце новгородских владений, на границе Руси и Литвы, по соседству с немцами, играл роль передового русского поста на Западе и добросовестно исполнял свою задачу – задержать немцев в их движении на русские
II. Псков
II. Псков Город Псков расположен на берегу двух рек, Великой и Пско-вы, впадающей в Великую в самом городе. Ядро города находилось на холме, над рекой Великой, где заложен был Детинец,, потом город распространился, и то, что было за Детинцем, называлось Кром, т.е. внешний,
ПСКОВ
ПСКОВ В пределах Псковского княжества, заселенного славянским племенем кривичей и составлявшего часть волости Новгородской, древнейшим городом был Изборск, в 1,5 верстах от Псковского озера, и почти в 40 от Пскова, к западу, на высокой горе, близ реки Исы и Славянских
Глава 6 Псков
Глава 6 Псков Создание оборонительных бастионов вокруг рубежей Русского государства, подавление удельнокняжеского сепаратизма позволило решить и еще одну важную политическую и военно-стратегическую проблему. Речь идет о Пскове, который все еще сохранял тень былой
VI. ПСКОВ
VI. ПСКОВ В Великих Луках Баторий находился до тех пор, пока не была окончена постройка крепости в главных своих частях, причем он сам деятельно наблюдал за ходом строительных работ. Снабдив крепость всем необходимым и оставив в ней гарнизон из 1117 человек конницы и 1000
§ 2. Псков
§ 2. Псков Несколько иным был путь развития «молодшего брата» Новгорода — Пскова. Город на берегу реки Великой является одним из древнейших русских городов. В административном отношении он, подобно Новгороду, делился на шесть самоуправляющихся районов — концов. Псков
Глава 2 Псков
Глава 2 Псков Народ с Иваном ШуйскимГлавный воевода Пскова был сравнительно молод. Ещё юношей он участвовал в Полоцком походе (1563) в числе рядовых детей боярских. Хорошо проявив себя, князь Шуйский получил воеводскую должность в Кашире, где в 1565 году храбро действовал
ГЛАВА ПЕРВАЯ ПСКОВ
ГЛАВА ПЕРВАЯ ПСКОВ Война с Казанью. – Война с Литвою. – Глинский. – Смерть короля Александра. – Глинский вооружается против преемника его, Сигизмунда, и вступает в службу к московскому великому князю. – Вечный мир между Василием и Сигизмундом. – Вражда у Василия с
Псков. Ноябрь 1997 года
Псков. Ноябрь 1997 года А в Пскове помнят, любят и чтят капитана Татаринова. Даже домик отважного капитана могут показать: старинный особнячок на Ольгинской набережной, что глядит своими окнами на реку Великую, на стены, купола и башни здешнего кремля. Впрочем, достоверность
Псков
Псков Не менее важны для реконструкции кузнечного ремесла в золотоордынский период материалы других стольных городов. Вслед за Новгородом рассматриваются материалы Пскова. Как известно, в первые века своей истории Псков входил в состав Новгородской республики. В XIV в.
VI. Псков
VI. Псков В Великих Луках Баторий находился, пока не была восстановлена крепость; он пристально наблюдал за ходом строительных работ. Когда основные укрепления были воссозданы, Баторий оставил здесь гарнизон в 1117 человек конницы и 1000 пехоты под началом Филона Кмиты, и