Торжок
Торжок
Первые письменные упоминания о Торжке относятся к 30-м гг. XII в. Но, судя по дендрохронологическим датам (деревянные мостовые в Новоторжском кремле) — рубеж X–XI — первая половина XI в., — город был основан значительно раньше (Малыгин 1984: 82–83). Торжок, расположенный в среднем течении р. Тверцы, контролировал важный торговый путь, по которому в Новгород поступал хлеб из низовых земель. Город со своей округой принадлежал к числу новгородских волостей, не входивших в пятинное деление, но находившихся на особом положении. Значение Торжка было столь велико, что уже в середине XII в. город переходит в совместное владение Новгорода и великого князя Владимирского (позднее Московского) (Ключевский 1957: 57). В конце XII — начале XIII в. Торжок переживает период экономического расцвета. Об этом свидетельствуют археологические раскопки: на боярских и купеческих усадьбах обнаружены предметы импорта (амфоры, янтарь, изделия из самшита, грецкие орехи). Город подвергся татаро-монгольскому разорению зимой 1238 г. Новгородская первая летопись рассказывает о героической обороне Торжка: татаро-монголы в течение двух недель обстреливали крепость. Ворвавшись в город «и секоша вся», свидетельствует летописец. Археологические исследования 1981 г. указывают на катастрофические последствия взятия города: слой пожара достигает мощности 30–50 см, в нем обнаружены человеческие кости (Малыгин, 1984: 95).
После разгрома город переживает глубокий экономический и политический кризис. Жизнь здесь надолго замирает и возобновляется лишь в московское время — в середине XIV в. (Малыгин 1989: 42–50).
Для технологического изучения была отобрана коллекция ножей (101 экз.) В результате проведенного микроскопического исследования выявлено восемь технологических схем в изготовлении клинков изделий: целиком из железа — 12 экз., целиком из стали — 40 экз. (23 экз. сохранили термическую обработку), из пакетированной заготовки — 1 экз. (термообработан), в схеме трехслойного пакета с выходом на лезвие стальной полосы — 7 экз. (все экземпляры сохранили термическую обработку), вварки стального лезвия — 7 экз. (клинки 4 экз. термически обработаны), торцовой наварки стального лезвия — 13 экз. (11 термически обработаны), косой боковой наварки стального лезвия — 17 экз. (12 экз. сохранили термическую обработку), V-образная наварка — 4 экз. (все экземпляры термообработаны).
Изделия, выполненные в разных технологических схемах, характеризуются определенными техническими особенностями. Так, ножи, имеющие железные клинки, ковались из железа, сильно загрязненного шлаковыми включениями. На железных клинках не отмечено никаких технологических приемов, которые могли бы улучшить механические свойства металла: ковались они обычными приемами свободной ручной ковки (рис. 31, ан. 11425; рис. 32, ан. 11418, 11421, 11422).
Ножей с цельностальными клинками в исследованной коллекции — 40 экз. На цельностальные клинки шла в большинстве случаев (31 экз.) сталь сырцовая, неравномерно науглероженная, с разным содержанием и распределением углерода (от 0,1 до 0,8 %) и с участками чистого феррита (рис. 33, ан. 11388, 11390, 11393). Надо отметить, что кузнецы умели распознавать наиболее углеродистые участки в металле, и именно они шли на изготовление рабочей части изделия.
В этой группе изделий есть несколько ножей (6 экз.), клинки которых откованы из малоуглеродистой стали (содер-жание углерода не выше 0,3 %). Практически эта сталь ничем не отличается от обычного железа: она обычно имеет те же показатели твердости, что и железо, и не воспринимает термическую обработку (рис. 32, ан. 11428, 11430; рис. 33, ан. 11389, 11392). В результате изделие обладает невысокими рабочими качествами.
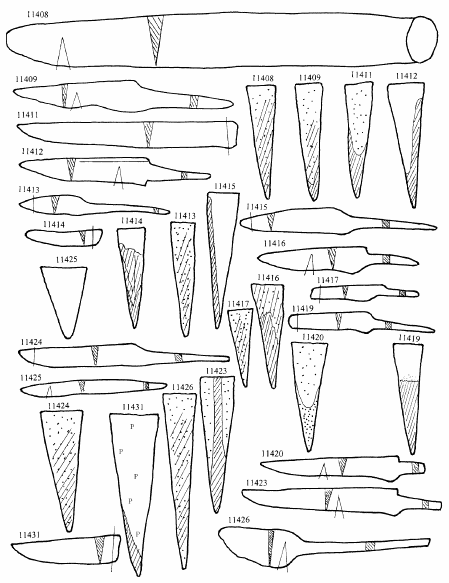
Рис. 31. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
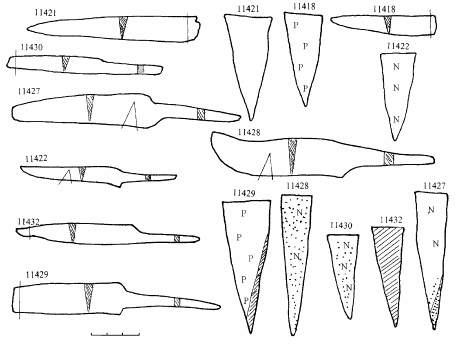
Рис. 32. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
Встречаются в коллекции изделия, правда редко (5 экз.), откованные целиком из качественной стали (рис. 32, ан. 11432; рис. 33, ан. 11407; рис. 34, ан. 11361), которая характеризуется равномерным распределением углерода (0,6–0,8 % С).
Цементация, т. е. науглероживание рабочих частей орудий труда, встретилась в исследованной коллекции на одном экземпляре и представлена вариантом сквозной цементации рабочей части с последующей закалкой (рис. 35, ан. 11385).
Группа сварных технологий, состоящая из 49 экз., представлена такими технологическими схемами, как трехслойный пакет (7 экз.; рис. 31, ан. 11423; рис. 34, ан. 11363, 11365), вварка стальной лезы (8 экз.; рис. 34, ан. 11352; рис. 36, ан. 11374) и различными формами наварки (34 экз.; рис. 34, ан. 11355; рис. 36, ан. 11366; рис. 37, ан. 11437, 11443, 11450).
Обращает на себя внимание нож под № 11364 (рис. 36). Ничем не примечательный внешне, он, как показало микроскопическое исследование, имеет оригинальную технологию изготовления. Клинок состоит из трех частей: на лезвии — высокоуглеродистая сталь, основа — сырцовая сталь, а между ними проходит полоска из твердого (фосфористого) железа, которая на поверхности идет вдоль всего клинка блестящей полосой. Клинок закален. Можно указать на единичные аналогии этому изделию в материалах из Твери, Шестовиц, Автуничей. Безусловно, такие ножи следует отнести к привозным изделиям.
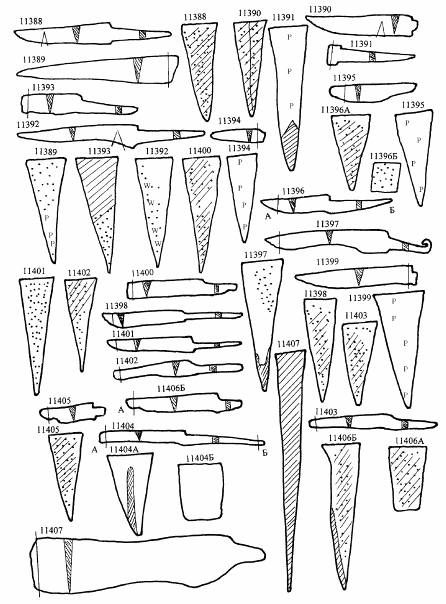
Рис. 33. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
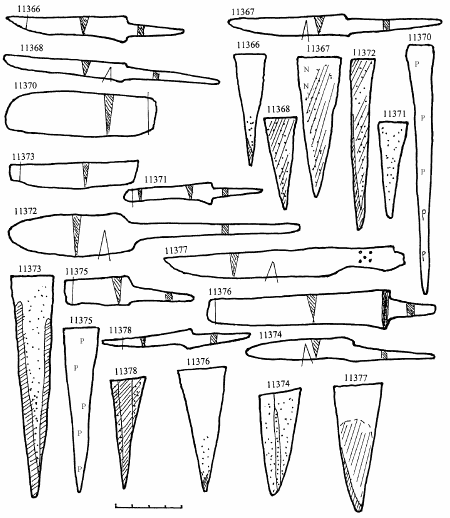
Рис. 34. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
Также к импортным (западноевропейским) экземплярам следует отнести нож (ан. 11377, рис. 34), имеющий на левой стороне клинка, вблизи перехода клинка к черешку, клеймо в виде пяти круглых врезок, расположенных в виде игральной фишки домино. С технологической точки зрения он не выделяется из общего числа изделий (выполнен в технологической схеме косой боковой наварки с последующей закалкой). Можно лишь отметить, что основа ножа сварена из двух полос, расположенных вдоль клинка. Следует обратить внимание на то, что оба импортных изделия происходят из одного раскопа — раскоп 2.
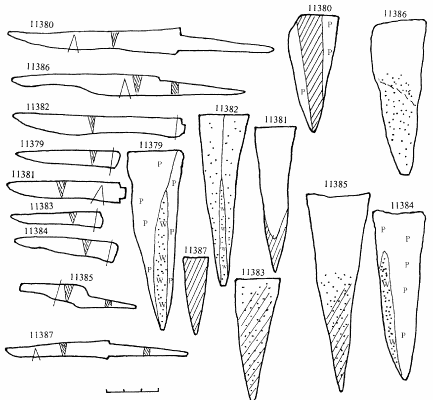
Рис. 35. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
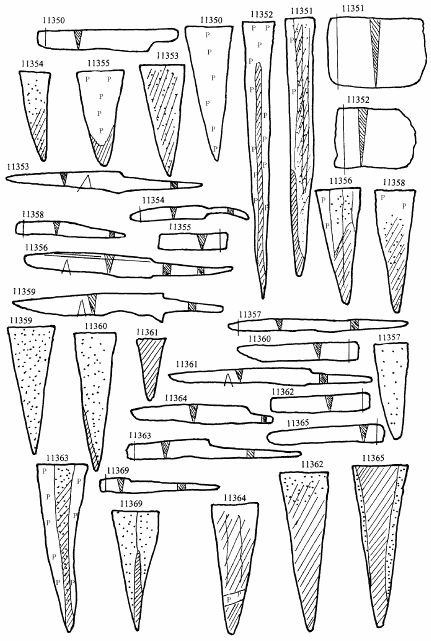
Рис. 36. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
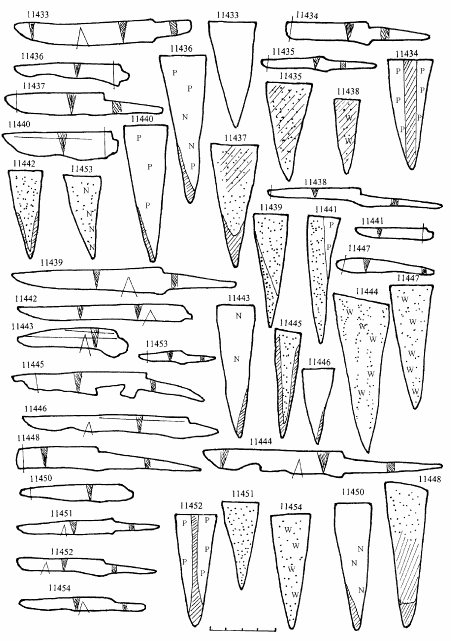
Рис. 37. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
Характеризуя поделочный материал, подчеркнем, что металл исследованных изделий сильно загрязнен шлаковыми включениями. Улучшить же качество металла можно было с помощью долгой и тщательной проковки, однако, как свидетельствуют аналитические данные, кузнецы не уделяли качеству поделочного материала должного внимания.
Сырьем служил металл разных сортов: твердое (фосфористое), «обычное» и «мягкое» железо, сырцовая и цементованная сталь. Особенностью коллекции железных изделий из Торжка является использование сырцовой стали как для основы, так и для лезвий изделий. В ряде случаев на основу из сырцовой стали наваривается лезвие из аналогичного по качеству металла. Объяснить отмеченный факт можно господством производственного стереотипа: привычка работать в определенном технологическом стандарте оказывается сильнее необходимости изменения производственных операций в сторону их упрощения.
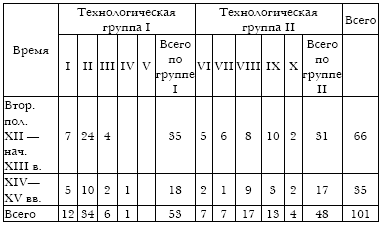
Таблица 9. Хронологическое распределение исследованных ножей из Торжка по технологическим группам: I — целиком из железа; II — целиком из сырцовой стали; III — целиком из качественной стали; IV — пакетирование; V — цементация; VI — трехслойный пакет; VII — вварка; VIII — косая наварка; IX — торцовая наварка; X–V-образная наварка
Располагая датировками прошедших металлографическое исследование находок из Торжка (данные представлены автором раскопок П. Д. Малыгиным на основании дендрохронологического анализа), мы разделили материалы коллекции на два хронологических периода: домонгольский (середина XII — первая половина XIII в.) и золотоордынский (XIII–XIV вв.).
Выделенные технологические группы распределяются хронологически следующим образом (таблица 9).
Как явствует из полученных данных, в домонгольское время в культуре железообработки Торжка обе технологические группы представлены близкими долями: 53 и 47 % соответственно. В золотоордынское время сохраняется близкое к домонгольскому периоду процентное соотношение: 51,4 и 48,6 %.
Суммируя результаты металлографического исследования, можно заключить, что технологическую характеристику кузнечного производства Торжка на протяжении всего рассматриваемого периода XII–XIV вв. стабильно определяют две традиции, известные на Руси: южнорусская и северорусская.
Анализ полученных данных технологического анализа позволяет говорить, что в становлении кузнечного ремесла древнерусского Торжка активно участвовали кузнецы — выходцы из Новгородской или Ростово-Суздальской земель. Не меньшую (а может быть, и большую) роль играли мастера, работающие в южнорусских традициях. В условиях золотоордынского ига в железообрабатывающем ремесле Торжка деструктивных изменений не происходит.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Торжок и Тверь
Торжок и Тверь В этих городах он проявил то же самое тиранство, как и в Новгороде. Пленных поляков, которые после взятия Полоцка были уведены сюда, он рассек на куски приблизительно в количестве 500. Он приказал также вывести 19 пленных татар, которые, услышав, что произошло с
А. Н. Радищев Путешествие из Петербурга в Москву Из главы «Торжок»
А. Н. Радищев Путешествие из Петербурга в Москву Из главы «Торжок» Ценсура сделана нянькою рассудка, остроумия, воображения, всего великого и изящного. Но где есть няньки, то следует, что есть ребята, ходят на помочах, отчего нередко бывают кривые ноги; где есть опекуны,
Торжок (1238 г.)
Торжок (1238 г.) Бату-хан, основные силы которого ушли на Сить под командованием Бурундая, 22 февраля 1238 г. начал осаду Торжка. Однако вопреки ожиданиям осада города затянулась. Защищённый с трёх сторон рекой Тверцой, а с четвёртой — глубоким рвом, Торжок закрывал
Торжок
Торжок Первые письменные упоминания о Торжке относятся к 30-м гг. XII в. Но, судя по дендрохронологическим датам (деревянные мостовые в Новоторжском кремле) — рубеж X–XI — первая половина XI в., — город был основан значительно раньше (Малыгин 1984: 82–83). Торжок, расположенный в